Contents
Approved by Herb Toor
Revised 7/20
33.1 Policy
33.2 Scope
33.3 Applicability
33.4 Exceptions
33.5 Roles and Responsibilities
33.6 Definitions
33.7 Required Work Processes
- Work Process A. Welds Requiring a Facilities Work Request
- Work Process B. Welds for Scientific Research Equipment
- Work Process C. Low-Risk Welds Using ISM and WPC Processes
- Work Process D. Hot Work Permit and Associated Controls
- Work Process E. Exposure Assessment
- Work Process F. Training
- Work Process G. Hazard Control
- Work Process H. Safe Work Processes
33.8 Source Requirements
33.9 Reference Documents
33.10 Appendices
Note:
🚩🚩 Denotes a new section
🚩 Denotes the beginning of changed text within a section
🛑 Denotes the end of changed text within a section
___________________
33.1 Policy
The Welding, Joining, and Thermal Cutting Safety Program at Berkeley Lab ensures that welding is performed safely and in conformance with applicable safety standards by qualified and authorized personnel in a manner that ensures acceptable joint quality and integrity.
“Welding” includes all joining processes that use heat to join materials with or without a filler material. Examples of such processes are welding, brazing, soldering, and thermal cutting (e.g., severing or removing metal by localized melting, burning, or vaporizing of the work pieces).
33.2 Scope
See Section 33.3, Applicability, below.
33.3 Applicability
This policy applies to all Berkeley Lab employees, casual and participating visitors, affiliates, and subcontractors performing welding at Berkeley Lab.
33.4 Exceptions
This policy does not apply to:
- Subcontractors performing repairs on subcontractor-owned equipment that may be operated at Berkeley Lab. However, other Berkeley Lab requirements apply to these same subcontractors. See Chapter 10 Construction Safety and SJHA Process – Subcontractor Job Hazards Analysis.
- Subcontractors performing welding where quality and safety requirements are specifically addressed in subcontractor requirements (e.g., structural welding, fabricating components or equipment)
- Engineering management overseeing welding operations
- Division management overseeing low-risk welding operations
33.5 Roles and Responsibilities
Managers, supervisors, and employees have the responsibility to adhere to the provisions of this policy.
|
Role |
Responsibility |
|
Division Directors |
|
|
Engineering Division |
Performs high-risk welded joints on research equipment and assemblies |
|
Engineering Division Director |
|
|
Facilities Division |
|
|
Facilities Division Director |
|
|
Designated Welding Engineers |
|
|
Activity Leads |
Ensure that only qualified and authorized workers perform welding, and that the authorizations are documented in Work Planning and Control (WPC) |
|
Environment, Health, and Safety (EHS) Division |
|
33.6 Definitions
|
Term |
Definition |
|
ANSI |
American National Standards Institute |
|
ASME |
American Society of Mechanical Engineers |
|
ASSE |
American Society of Safety Engineers |
|
AWS |
American Welding Society |
|
Perform or Performing |
Terms that, when used in this ESH Manual program in the context of welding (as defined below), incorporate all phases of the joining process including but not limited to the design, specification, preparation, fabrication, and inspection of the joint as required by codes relating to the welding process |
|
Graded Approach |
System that assigns joints a risk category depending upon the direct consequences of joint failure. Requirements for performing the design, specification, preparation, fabrication, and inspection of the joint depend upon the risk category (see below) and are established using the graded approach. Risk categories are as follows: |
|
High-Risk Welded Joint |
|
|
ISM |
Integrated Safety Management |
|
Low-Risk Welded Joint |
|
|
Qualified |
As used in this ESH Manual program, a person who has demonstrated knowledge, training, and skills to safely and effectively perform a given welding or joining activity |
|
Welding |
|
33.7 Required Work Processes
- Work Process A. Welds Requiring a Facilities Work Request
- Work Process B. Welds for Scientific Research Equipment
- Work Process C. Low-Risk Welds Using ISM and WPC Processes
- Work Process D. Hot Work Permit and Associated Controls
- Work Process E. Exposure Assessment
- Work Process F. Training
- Work Process G. Hazard Control
- Work Process H. Safe Work Processes
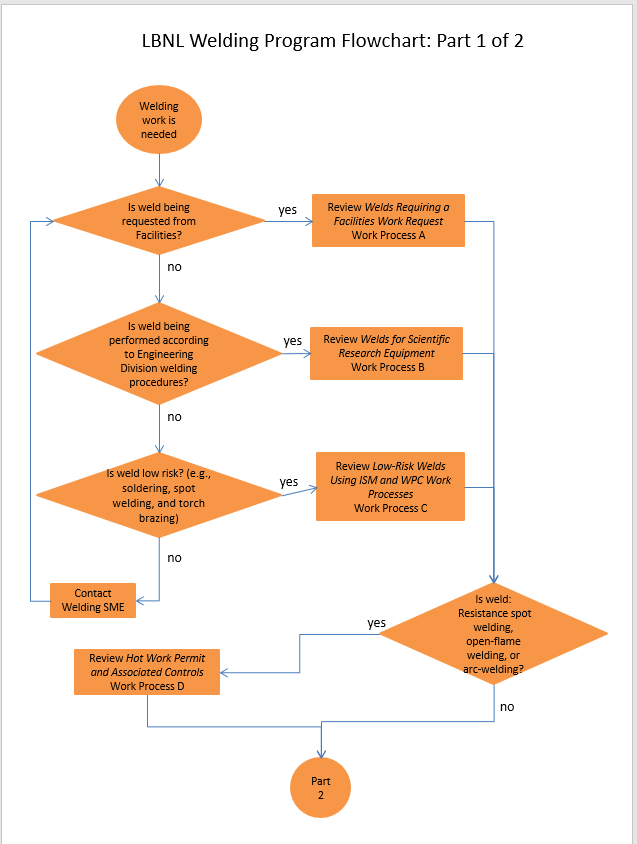
Work Process A. Welds Requiring a Facilities Work Request
Customers requiring welding who are not part of the group and process to perform their own welds must use the Facilities Division Work Request Center to request a weld. Facilities Division management screens the request and, depending on the type of weld requested, assigns an appropriate welding process, specification, and qualified welder(s) to complete the work.
- The Facilities Division follows its internal welding procedures (ADMN-070), Facilities Welding and Brazing, and OPER-346, Facilities Welding and Brazing) to ensure that any welding performed meets applicable codes, regulations, and Berkeley Lab requirements.
- For high-risk welds, an Engineering or Safety Note will be prepared to ensure that safety requirements have been satisfied and that the weld meets applicable ANSI, ASME codes, and OSHA welding regulations.
Work Process B. Welds for Scientific Research Equipment
For the engineering, design, fabrication, repair, and maintenance of scientific equipment, Engineering Division personnel screen the customer request to determine the appropriate approach to the specifications and the appropriate welding process, and assign qualified staff welder(s) to complete the project.
- The Engineering Division follows its internal welding procedure to ensure that any welding performed satisfies applicable codes, regulations, and Berkeley Lab requirements.
- For high-risk welds, an Engineering or Safety Note will be prepared to ensure that the safety requirements have been satisfied and that the weld meets applicable codes and regulations.
Work Process C. Low-Risk Welds Using ISM and WPC Work Processes
The vast majority of welding performed by divisions other than Facilities and Engineering is considered “low-risk” welding (e.g., soldering, spot welding, and torch brazing). For these types of welding, the Berkeley Lab Integrated Safety Management (ISM) and Work Planning and Control (WPC) processes will satisfy the requirements for welding hazards, controls, training, authorization, and documentation.
Should a scientific division need to perform other types of welding, specific policies and procedures should be developed and implemented with the oversight of EHS Welding Subject Matter Expert.
Work Process D. Hot Work Permit and Associated Controls
- See Chapter 12 Fire Prevention and Protection for the Hot Work Permit process. A Hot Work Permit is required for:
- Resistance spot welding
- Open-flame welding processes
- Arc-welding processes
- Filing Hot Work Permits. Hot Work Permits are filed with the Berkeley Lab Fire Marshal’s Office.
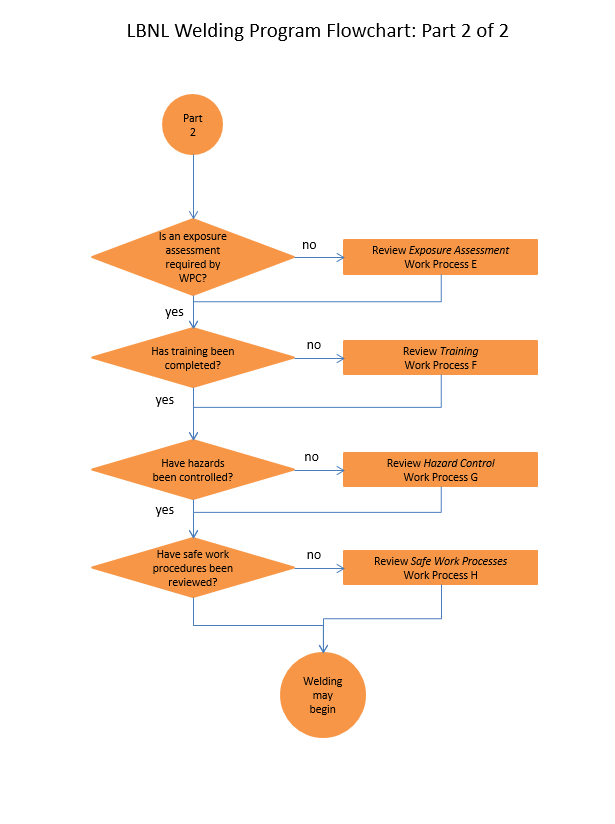
Work Process E. Exposure Assessment
- Hazards
- Potential hazards to individuals performing welding, brazing, soldering, thermal cutting, or similar processes include exposure to:
- Fumes
- Gases
- Flux chemicals
- Heat
- Noise
- Radiation
- The nature of the exposure is influenced by many factors, including:
- The composition of the filler metals and base metals
- The welding, cutting, or brazing method
- The presence of paint or coating on the metals being welded
- Exposure is an issue for both the operator and for others in the area.
- Potential hazards to individuals performing welding, brazing, soldering, thermal cutting, or similar processes include exposure to:
- Evaluation
- Workers who perform these processes should have their potential exposures evaluated by requesting an exposure assessment. The exposure assessment evaluates related safety issues such as enclosed/confined spaces, electrical hazards, fire hazards, personal protective equipment (PPE), and ventilation.
- Welding exposure assessments are archived in the Comprehensive Health, Environmental, and Safety System (CHESS).
Work Process F. Training
Training requirements for welding to be performed must be completed, as determined by the worker’s WPC activity.
| EHS0241 | Welding, Cutting and Brazing Safety |
| EHS0243 | Soldering Awareness Training |
| EHS0244 | Resistance Spot Welding |
Work Process G. Hazard Control
- Implement control measures are identified in:
- WPC activity
- Hot Work Permit
- Exposure assessment
- Division-specific welding procedures
- Personal Protective Equipment
- Employees who perform and observe welding must wear personal protective equipment (PPE) that complies with ANSI Z49.1, Safety in Welding, Cutting, and Allied Processes, Sections 4.3 and E4.3. (See also Section 33.9, Reference Documents, of this ES&H Manual program.) Selecting and wearing appropriate protective clothing is also required to minimize the potential for ignition, burning, trapping hot sparks, or electric shock. Employees must satisfy the PPE and protective clothing requirements listed below to guard against welding hazards typically associated with specific tasks.
- General PPE requirements: (Chapter 19 Personal Protective Equipment)
- Eye protection. Eye and face protection must comply with <California Code of Regulations (CCR), Article 10, Sections 3380-3385 (Cal/OSHA) and ANSI Z87.1-1989 (the American National Standard Practice for Occupational and Educational Eye and Face Protection). Guidance on shade numbers and filter lenses can be found in ANSI Z49.1 and <CCR, Article 10, Section 3382 (Cal/OSHA); tables from these two standards are included in Appendix B, Welding Eye-Protection Guidelines.
- Safety glasses with side shields or goggles must be worn underneath welding helmets. This is to protect the eyes when the helmet or shield is in the raised position.
- Respiratory protection. If required, respiratory protection must comply with Berkeley Lab’s Respiratory Protection Program.
- Head protection may be specified by Work Planning and Control (WPC).
- Foot protection. Safety shoe footwear is typically required for working in shops (see the WPC activity). Protective footwear is available through the S&S catalog on LBNL’s eProcurement system, eBuy.
- Electrical safety. PPE required for electrical safety is addressed in the ESH Manual Chapter 8 Electrical Safety Program. For general safety, dry clothing without holes or tears will usually be sufficient to insulate the welder from electric shock.
- Hand protection. Welders must wear protective flame-resistant safety gloves made of leather or other suitable materials. Gloves with insulating lining are recommended to protect workers against exposure to high radiant energy. All gloves must be in good repair, dry, and capable of protecting workers against electric shock from welding equipment.
- Minimum protective clothing requirements vary depending upon the process used.
- Eye protection. Eye and face protection must comply with <California Code of Regulations (CCR), Article 10, Sections 3380-3385 (Cal/OSHA) and ANSI Z87.1-1989 (the American National Standard Practice for Occupational and Educational Eye and Face Protection). Guidance on shade numbers and filter lenses can be found in ANSI Z49.1 and <CCR, Article 10, Section 3382 (Cal/OSHA); tables from these two standards are included in Appendix B, Welding Eye-Protection Guidelines.
- Welding, Joining, and Thermal Cutting Hazards. Potential hazards to individuals performing welding, brazing, soldering, thermal cutting, or similar joining processes include exposure to fumes, gases, flux chemicals, heat, noise, and radiation. The nature of the exposure is influenced by many factors including the composition of the filler metals and base metals; the welding, cutting, or brazing method; and the presence of paint or coating on the metals being welded. Exposure is an issue both for the operator and others in the area. Workers who perform these processes should have their potential exposures evaluated by requesting an exposure assessment (Chapter 4 Exposure Assessment). Related safety issues include enclosed/confined spaces, electrical hazards, fire hazards, personal protective equipment (PPE), and ventilation.
- Personal Exposure Issues
- Fumes. Fumes are solid airborne particles formed by the condensation of vapor. Welding fumes are formed from the vaporization of molten metal. Adverse health effects of exposure to welding fumes can include systemic poisoning, metal-fume fever, pneumoconiosis (lung disease), and irritation of the respiratory tract. The composition of welding fumes depends on the metals involved, as discussed below:

- Toxic Gases. Welding may result in exposure to shielding gases, gases created by the welding process, and decomposition products of fluxes used in welding or brazing. Workers must recognize the symptoms of overexposure to the toxic gases described below, and stop the operation until additional protective measures have been implemented:
- Inert gases such as argon and helium may be used as shielding gases. Semi-inert shielding gases include carbon dioxide, oxygen, nitrogen, and hydrogen. Although these gases are not toxic, some are flammable, and thus proper controls must be used when working with combustibles and equipment to reduce the risk of fire. In enclosed spaces, it is possible for the inert shielding gas to displace oxygen and result in asphyxiation.
- Carbon monoxide is formed by incomplete combustion, particularly when carbon dioxide is used as the inert gas shield. Welding operations that use carbon dioxide as the inert gas shield may produce hazardous concentrations of carbon monoxide in poorly ventilated areas. Carbon monoxide is odorless, colorless, and tasteless. Overexposure can result in headache, nausea, weakness, dizziness, visual disturbances, personality changes, loss of consciousness, or death. Air monitoring can evaluate the levels of carbon monoxide produced during welding operations. Controls can include ventilation; however, respiratory protection is generally not effective protection against carbon monoxide.
- Phosgene gas may be formed when ultraviolet radiation decomposes chlorinated hydrocarbon solvents. Phosgene reacts with moisture in the lungs to produce hydrogen chloride, which mixes with water to form hydrochloric acid, which in turn destroys lung tissue. Solvents must be removed from materials before they are welded. In addition, chlorinated solvents must be located far away from welding operations or any operation that generates ultraviolet radiation or intense heat.
- Ozone is produced by the interaction of ultraviolet light from the welding arc with the surrounding air. Ozone is produced in greater quantities by gas metal arc welding (GMAW, also known as metal inert gas [MIG] or short-arc welding), gas tungsten arc welding (GTAW, also known as tungsten inert gas [TIG] or heli-arc welding), and plasma arc cutting. Ozone formation is greater when aluminum is welded. Ozone is a highly active form of oxygen and can cause great irritation to all mucous membranes, and long-term negative effects on the lungs. Symptoms of ozone overexposure include headache, chest pain, and dryness of the upper respiratory tract. Excessive exposure can cause pulmonary edema.
- Nitrogen oxide (NO) and nitrogen dioxide (NO2) are produced when ultraviolet light from the welding arc interacts with nitrogen and oxygen in the air. Nitrogen oxides are produced in greater quantities by GMAW (or MIG or short-arc welding), GTAW (heli-arc or TIG welding), and plasma arc cutting. NO2, one of the oxides formed, has the greatest adverse health effect. NO2 is irritating to the eyes, nose, and throat. Dangerous concentrations can be inhaled without any immediate discomfort but can result in delayed symptoms including shortness of breath, chest pain, and fluid in the lungs (pulmonary edema).
- Fluoride compounds are found in the coatings of several types of fluxes used in welding. Exposure to these fluoride compounds may irritate the eyes, nose, and throat. Repeated exposure to high concentrations of fluorides in the air over a long period of time may result in fluid in the lungs and bone damage. Exposure to fluoride dusts and fumes may also produce skin rashes.
- Products containing both fluoride and hydrogen compounds may produce corrosive and toxic hydrofluoric acid, which can irritate the skin, eyes, nose, and throat.
- Heat (Burns). Welding can produce sparks and spatter. Hot metal and sparks are generated by the cutting process, and the work piece and equipment can get hot. Flying sparks, hot metal spatter, hot work pieces, and hot equipment can cause burns.
- Flux. Flux is commonly used in brazing and soldering. Depending on the chemical composition of the flux, there may be hazards such as skin irritation or burns due to corrosive flux.
- Noise. Noise should be controlled at the source as much as possible. When controls are not adequate to keep noise levels within acceptable levels, hearing protection must be used. When hazards to the ear canals exist, flame-resistant plugs or equivalent protection must properly fit in the worker’s ear canals. Berkeley Lab has established a Hearing Conservation Program to protect employees from noise. Noise dosimetry is used to monitor an employee’s exposure to noise. Required measures for hearing protection and other actions are determined by the results of this monitoring.
- Radiation. The operations discussed below produce radiation that is either non-ionizing or ionizing. Sources of non-ionizing radiation include ultraviolet (UV) light, visible light, and infrared (IR) light. Sources of ionizing radiation include X-rays.
- UV light is generated by the electric arc in the welding process.
- Skin exposure to UV light can result in severe burns, in many cases without prior warning.
- UV radiation can also damage the lens of the eye. Many arc welders are aware of the condition known as “arc eye,” a sensation of sand in the eyes. This condition is caused by excessive eye exposure to UV light.
- Exposure to UV rays may also increase the effects of some industrial chemicals (coal tar and cresol compounds, for example) on the skin.
- Visible light radiation is a hazard for the welding operator and others nearby. Exposure of the human eye to intense visible light can produce adaptation, pupillary reflex, and shading of the eyes. Such actions are protective mechanisms to prevent excessive light from being focused on the retina.
- In the arc-welding process, eye exposure to intense visible light is prevented by the welder’s helmet. However, some individuals have sustained retinal damage due to careless “viewing” of the arc.
- At no time should the arc be observed without appropriate eye protection.
- Exposure to IR radiation produced by the electric arc and other flame cutting equipment may heat the skin surface and the tissues immediately below the skin surface. Except for this effect, which can progress to thermal burns in some situations, IR radiation is not dangerous to welders.
- Welders must use a welder’s helmet (or tinted glasses) and protective clothing to protect themselves from IR (and UV) radiation.
- Ionizing radiation can be a hazard if thoriated tungsten electrodes are used.
- Grinding thoriated electrodes can generate dust that may create an inhalation hazard for welders. Check the label of the electrodes. If you find that they are thoriated electrodes, contact an EHS Industrial Hygienist for technical assistance in evaluating potential exposure risk.
- Ionizing radiation can also be produced by electron beam welding. Presently, electron beam welding is not performed at Berkeley Lab.
- UV light is generated by the electric arc in the welding process.
- Fumes. Fumes are solid airborne particles formed by the condensation of vapor. Welding fumes are formed from the vaporization of molten metal. Adverse health effects of exposure to welding fumes can include systemic poisoning, metal-fume fever, pneumoconiosis (lung disease), and irritation of the respiratory tract. The composition of welding fumes depends on the metals involved, as discussed below:
- Related Safety Issues
- Compressed Gas Safety. Compressed gases are used in many types of welding. All aspects of compressed gas use must be in accordance with regulatory requirements. This includes gas cylinder:
- Handling
- Storage
- Securing
- Pressure regulating
- Fittings selection
- Leak testing
- Pressure relief
- Signs and markings
- Enclosed or Confined Spaces. Welding, cutting, and brazing processes can introduce additional hazards into enclosed or confined spaces such as attics, mechanical equipment, and vessels. Some enclosed spaces are classified as “Confined Spaces,” and are subject to the requirements of Berkeley Lab’s Confined Space Program.
- Special requirements apply for welding, cutting, and brazing in enclosed or confined spaces. These situations must be analyzed by a WPC Activity review.
- Cylinders containing oxygen, acetylene, or another fuel gas cannot be taken into confined spaces.
- Electrical Hazards. Electric shock from welding and cutting equipment can result in death or severe burns. Serious injury can occur if the welder falls as a result of the shock. Additionally, an incorrectly installed or improperly grounded equipment or work piece is a hazard. All of the following are electrically energized when the power is on:
- The welding circuit (including the electrode and work piece)
- Input power and machine internal circuits
- The wire, reel of wire, drive rolls, and all other metal parts touching the energized electrode
- Fire Hazards. Welding, cutting, and allied processes produce molten metal, sparks, slag, and hot work surfaces. These can cause a fire or an explosion if precautionary measures are not followed.
- Flying sparks are the main cause of fires and explosions in work that involves welding and cutting.
- Sparks can travel up to 35 feet (10.7 meters) from the work area.
- Sparks and molten metal can travel greater distances when falling.
- Sparks can pass through or become lodged in cracks, clothing, pipe holes, and other small openings in floors, walls, or partitions.
- Ventilation. Ventilation is required for welding, cutting, or brazing in enclosed spaces or spaces where partitions or barriers significantly obstruct cross ventilation.
- The ventilation may be portable units or fixed systems.
- Fixed ventilation includes extractor arms and fume hoods.
- If mechanical ventilation is inadequate to maintain adequate air quality, respiratory protection that is appropriate to the hazard(s) must be used.
- Compressed Gas Safety. Compressed gases are used in many types of welding. All aspects of compressed gas use must be in accordance with regulatory requirements. This includes gas cylinder:
Work Process H. Safe Work Processes
Perform welding process according to control measures.
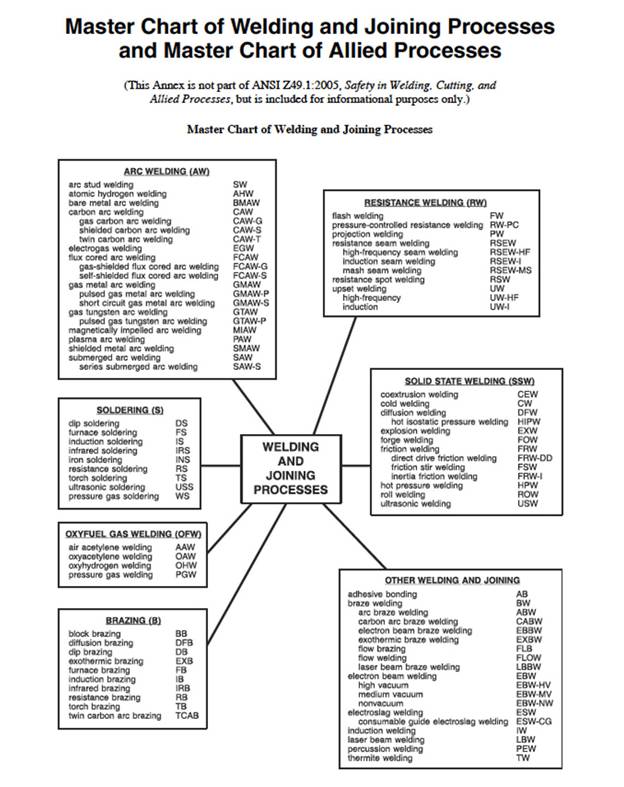
- Safe Work Practices. Although there are various welding, joining, and allied processes as classified by the American Welding Society (see Appendix A, Welding and Joining Processes) the welding processes typically performed at Berkeley Lab can be broken into four categories for safety purposes:
- Soldering using heated irons or guns
- Resistance spot welding
- Open-flame processes
- Arc processes
- Common process-specific hazards are discussed below. For a more detailed discussion of hazard controls, see Work Process G, Hazard Control). The following precautions apply regardless of the joint’s risk category:
- Soldering using heated irons or guns
- The soldering of electronic components is usually performed with a soldering iron or gun. A low melting temperature (melting range of 90 to 450°C [190 to 840°F]) solder flows into the heated joint by capillary action. Hazards are not only posed by the solder but also by the equipment, fluxes, coatings, and cleaning agents.
- Typical hazards include contact with hot surfaces or corrosive cleaning agents, splatter of flux or unclean surfaces, inhalation and/or eye irritation from vaporized materials, and ingestion of lead from contaminated hands.
- EHS0243, Soldering Awareness Training, is required.
- Safety glasses with side shields or goggles must be worn when soldering with an iron or gun.
- Soldering must not be performed on combustible surfaces.
- Hands and face must be washed after soldering and before eating or smoking to prevent the ingestion of lead from solder.
- Solder waste is recyclable material. It will be collected and managed per the Berkeley Lab metal recycling process. Please bag any waste solder, and place it in the metal recycling hopper. If you wish to mark it with the words “waste solder, recyclable material,” feel free to do so. Generally, it is incorrect to store solder as hazardous waste in your Satellite Accumulation Area. The EHS Waste Management Group and/or Facilities Division can assist solder users with recycling and/or disposal requirements.
- Resistance spot welding
- The most common resistance welding performed at Berkeley Lab is resistance spot welding (RSW). RSW can be performed for structural/mechanical purposes (i.e., welding sheet metal) or for fastening electrical conductors.
- RSW for structural/mechanical purposes is typically performed using a large, fixed floor-standing machine. Handheld RSW bench-top machines are also often used to fasten electrical conductors.
- Typical RSW hazards include lacerations from handling sharp edges of sheet metal, splatters from discharge, pinching/crushing by electrodes, electrical shock, and burns or fire from sparks.
- EHS0244, Resistance Spot Welding, is required training.
- Clothing and personal protective equipment (PPE) must be worn, including:
- Safety gloves as appropriate to avoid lacerations. When handling sheet metal, safety gloves made of leather or other cut-resistant material should be worn. Safety gloves are usually not necessary during the RSW of electrical conductors, although some form of gloves may be required to maintain cleanliness.
- Long-sleeve shirts as appropriate, preferably without pockets
- Safety glasses with side shields, or goggles
- Machines must be inspected before each use to ensure that guards and other required safety devices are in place and operational, and that electrical insulation is complete and in good condition.
- A Hot Work Permit or equivalent authorization from the Berkeley Lab Fire Marshal’s Office is required for any RSW process. Keep combustible material out of the work zone. A fire extinguisher must be immediately available.
- Open-flame processes
- These include soldering, brazing, welding, torch cutting, and other processes that use a handheld torch to heat the joint and filler material.
- Typical hazards include contact with hot surfaces, inhalation of metal and flux fumes and toxic gases, intense visible and IR radiation from the heated joint and/or flame, fire due to accidental contact of splashed molten metal or flame with combustible materials, and other hazards inherent to cylinder-fed gases.
- For open-flame processes (often referred to as “oxyfuel gas” processes) not including glassblowing, the following precautions apply:
- EHS0171, Pressure Safety, and EHS0241, Welding, Cutting and Brazing Safety, are required training.
- EHS0243, Soldering Awareness Training, is required if soldering will be performed using open-flame processes.
- Open-flame processes included above may only be performed by qualified and authorized workers in accordance with approved division policies and procedures.
- A Hot Work Permit or equivalent authorization from the Berkeley Lab Fire Marshal’s Office is required for any open-flame (oxyfuel gas) process. Keep combustible material out of the work zone. A fire extinguisher must be immediately available.
- Welding goggles or safety glasses with side shields must be worn. Guidance for selecting appropriate shade numbers and appropriate filter lenses is provided in Appendix B, Welding Eye-Protection Guidelines.
- PPE for protection against hot surfaces must be worn. This includes safety gloves and may also include aprons and/or leathers. Closed-toe shoes and long trousers are also required for torch cutting.
- Glassblowing. Although glassblowing (including fabricating, sealing, bending, or fire polishing quartz or glass parts) is an open-flame process, the hazards involved in glassblowing are different from those of open-flame processes involving metal parts. Typical hazards include thermal burns from hot glass parts, cuts from sharp (especially newly cut) glass surfaces, exposure to gaseous silica, and the release of hazardous gases due to heating contaminated glassware. The following precautions apply to glassblowing:
- EHS0171, Pressure Safety (formerly EHS0231) is required training for all open-flame processes except for those using only a benchtop Bunsen burner.
- Glassblowing may only be performed by workers qualified and authorized by a WPC activity.
- A Hot Work Permit or equivalent authorization from the Berkeley Lab Fire Marshal’s Office is required for glassblowing except when using a benchtop Bunsen burner. Keep combustible material out of the work zone.
- Welding goggles (for quartz work), didymium safety glasses with side shields (for glass work), or safety glasses with side shields must be worn.
- Cut-resistant safety gloves must be worn when cutting glass.
- Glass edges should be fire polished to remove sharp edges prior to removing it from the work area.
- Work must be performed in a well-ventilated area.
- All glassware must be thoroughly cleaned prior to heating/repairing.
- Arc welding processes
- These include shielded metal arc (“stick”), tungsten inert gas, metal inert gas, orbit, submerged arc, arc cutting, and similar welding processes that use a controlled electrical discharge (arc) between the electrode and the work piece to provide the heat for melting the base metal and filler.
- Typical hazards include contact with hot surfaces; inhalation of metal and flux fumes or combustion products; intense ultraviolet, visible, and infrared radiation from the arc; toxic gas produced by an arc reaction with air or the shielding gas; fire or burn caused by splashed molten metal, a slag, or a spark; and electric shock. Asphyxiation is also possible if the inert-gas shielded arc welding is performed without adequate ventilation.
- EHS0241, Welding, Cutting and Brazing Safety, is required training.
- Arc-welding processes may only be performed by qualified and authorized workers in accordance with division-approved policies and procedures.
- A Hot Work Permit from the Berkeley Lab Fire Marshal’s Office is required for any arc-welding process. Keep combustible material out of the work zone. A fire extinguisher must be immediately available.
- Welding goggles, or safety glasses with side shields and a full face helmet, must be worn. Guidance for selecting appropriate shade numbers and appropriate filter lenses is provided in Appendix B, Welding Eye-Protection Guidelines.
- Work must be performed in a well-ventilated area.
- Welding screens must be provided to protect passersby against arc radiation.
- PPE for protection against hot surfaces must be worn. This includes safety gloves and may also include aprons and/or leathers. Closed-toe shoes and long trousers are required. Special protection is required when performing overhead welding.
- Soldering using heated irons or guns
33.8 Source Requirements
- 10 CFR 851, Worker Safety and Health Program
- California Code of Regulations, Title 8, Electrical Safety Orders (ESO), General Industry Safety Orders (GISO) and Construction Safety Orders (CSO)
- ESO Group 1. Low-Voltage Electrical Safety Orders (Sections 2299 – 2599)
- GISO 5150, Ventilation and Personal Protective Equipment Requirements for Welding, Brazing and Cutting
- GISO 4850 – 4853, Electric Welding, Cutting and Heating
- GISO 4794-4848, Gas Systems for Welding and Cutting
- GISO 3380-3400, Personal Protective Equipment
- CSO 1530, General Requirements of Mechanical Ventilation Systems
- CSO 1536, Ventilation Requirements for Welding, Brazing, and Cutting
- CSO 1537, Welding, Cutting, and Heating of Coated Metals
- National Fire Protection Association (NFPA) 51B-2009 Standard for Fire Prevention During Welding, Cutting, and Other Hot Work (Chapters 3-7)
33.9 Reference Documents
| Document Number | ES&H Reference | Title | Type |
| ANSI Z49.1:2012 | Safety in Welding, Cutting and Allied Processes | Consensus Standard | |
| ANSI/ASSE Z87.1:2003 | Occupational and Educational Personal Eye and Face Protection Devices | Consensus Standard | |
| ANSI Z87.1:1989 | American National Standard Practice for Occupational and Educational Eye and Face Protection | Consensus Standard | |
| ASME Boiler and Pressure Vessel Code (2004), Sections I through XII, including applicable code cases | Code | ||
| ASME B31 | Code for Pressure Piping, sections as defined by 10 CFR 851.27 (date varies by substandard) | Code | |
| AWS A3.0:2001 | Standard Welding Terms and Definitions | Standard | |
| 07.02.003.001 | Chapter 6 Work Planning and Control | Program | |
| 07.07.026.001 | Chapter 7 Pressure Safety | Program | |
| 07.07.011.001 | Chapter 8 Electrical Safety | Program | |
| 07.07.007.001 | Chapter 10 Construction Safety | Program | |
| Multiple | Chapter 12 Fire Prevention and Protection | Program | |
| 07.07.015.001 | Chapter 13 Gas Safety | Program | |
| 07.07.024.001 | Chapter 19 Personal Protective Equipment | Program | |
| 07.07.021.001 | Chapter 25 Machine Safeguarding – Shop and Lab Machine Safety | Program | |
| 07.02.004.001 | Chapter 31 sJHA Process – Subcontractor Job Hazards Analysis | Program |
33.10 Appendices
Appendix A. Welding and Joining Processes
Appendix B. Welding Eye-Protection Guidelines
Appendix A. Welding and Joining Processes
Appendix B. Welding Eye-Protection Guidelines
From ANSI Z49.1:2012:
| Guide for Shade Numbers (From AWS F2.2 Lens Shade Selector) Shade numbers are given as a guide only and may be varied to suit individual needs. | ||||
| Process | Electrode Size in. (mm) | Arc Current (Amperes) | Minimum(*) Protective Shade | Suggested Shade No. (Comfort) |
| Shielded Metal Arc Welding (SMAW) | Less than 3/32 (2.4) | Less than 60 | 7 | — |
| 3/32-5/32 (2.4-4.0) | 60-160 | 8 | 10 | |
| 5/32-1/4 (4.0-6.4) | 160-250 | 10 | 12 | |
| More than 1/4 (6.4) | 250-550 | 11 | 15 | |
| Gas Metal Arc Welding (GMAW) and Flux Cored Arc Welding (FCAW) | Less than 60 | 7 | — | |
| 60-160 | 10 | 11 | ||
| 160-250 | 10 | 12 | ||
| 250-500 | 10 | 14 | ||
| Gas Tungsten Arc Welding (GTAW) | Less than 50 | 8 | 10 | |
| 50-150 | 8 | 12 | ||
| 150-500 | 10 | 14 | ||
| Air Carbon Arc Cutting (CAC-A) | (Light) | Less than 500 | 10 | 12 |
| (Heavy) | 500-1000 | 11 | 14 | |
| Plasma Arc Welding (PAW) | Less than 20 | 6 | 6 to 8 | |
| 20-100 | 8 | 10 | ||
| 100-400 | 10 | 12 | ||
| 400-800 | 11 | 14 | ||
| Plasma Arc Cutting (PAC) | Less than 20 | 4 | 4 | |
| 20-40 | 5 | 5 | ||
| 40-60 | 6 | 6 | ||
| 60-80 | 8 | 8 | ||
| 80-300 | 8 | 9 | ||
| 300-400 | 9 | 12 | ||
| 400-800 | 10 | 14 | ||
| Torch Brazing (TB) | — | — | 3 or 4 | |
| Torch Soldering | — | — | 2 | |
| Carbon Arc Welding | — | — | 14 | |
* As a rule of thumb, start with a shade that is too dark to see the weld zone. Then go to a lighter shade that provides a sufficient view of the weld zone without going below the minimum. In oxyfuel gas welding, cutting, or brazing where the torch or the flux produces a high yellow light, it is desirable to use a filter lens that absorbs the yellow or sodium line in the visible light spectrum.
| Guide for Shade Numbers (From AWS F2.2 Lens Shade Selector) Shade numbers are given as a guide only and may be varied to suit individual needs. | ||||
| Plate Thickness | Suggested Shade No. (Comfort) | |||
| in. | mm | |||
| Oxyfuel Gas Welding (OFW) | ||||
| Light | Under 1/8 | Under 3 | 4 or 5 | |
| Medium | 1/8 to 1/2 | 3 to 13 | 5 or 6 | |
| Heavy | Over 1/2 | Over 13 | 6 or 8 | |
| Oxygen Cutting (OC) | ||||
| Light | Under 1 | Under 25 | 3 or 4 | |
| Medium | 1 to 6 | 25 to 150 | 4 or 5 | |
| Heavy | Over 6 | Over 150 | 5 or 6 | |
* As a rule of thumb, start with a shade that is too dark to see the weld zone. Then go to a lighter shade that provides a sufficient view of the weld zone without going below the minimum. In oxyfuel gas welding, cutting, or brazing where the torch or the flux produces a high yellow light, it is desirable to use a filter lens that absorbs the yellow or sodium line in the visible light spectrum.
From CCR 8, GISO, Section 3382:
| Filter Lenses for Protection Against Radiant Energy (from CCR, Title 8, General Industry Safety Orders (GISO), Section 3382) | ||
| Operations | Electrode Size (in.) | Minimum(*) Protective Shade |
| Shielded Metal Arc Welding | 1/16, 3/32, 1/8, 5/32 | 10 |
| 3/16, 7/32, 1/4 | 12 | |
| 5/16, 3/8 | 14 | |
| Gas Shielded Arc Welding (nonferrous) | 1/16, 3/32, 1/8, 5/32 | 11 |
| Gas Shielded Arc Welding(ferrous) | 1/16, 3/32, 1/8, 5/32 | 12 |
| Atomic Hydrogen Welding | 10-14 | |
| Carbon-Arc Welding | 14 | |
| Torch Soldering | 2 | |
| Torch Brazing | 3 or 4 | |
| Light Cutting, up to 1 inch | 3 or 4 | |
| Medium Cutting, 1 inch to 6 inches | 4 or 5 | |
| Heavy Cutting, over 6 inches | 5 or 6 | |
| Gas Welding (light), up to 1/8-inch | 4 or 5 | |
| Gas Welding (medium), up to 1/8-inch to ½ inch | 5 or 6 | |
| Gas Welding (heavy), over ½ inch | 6 or 8 | |
Footnote (*) as a rule of thumb, start with a shade that is too dark to see the weld zone. Then go to a lighter shade that provides a sufficient view of the weld zone without going below the minimum. In oxyfuel gas welding, cutting, or brazing where the torch and/or the flux produce a high yellow light, it is desirable to use a filter lens that absorbs the yellow or sodium line in the visible light spectrum.
_____________________

