Contents
Approved by Kurt Ettinger
Revised 7/24
7.1 Policy
7.2 Scope and Applicability
7.3 Exceptions
7.4 Roles and Responsibilities
7.5 Definitions
7.6 Work Processes
- Work Process A. Pressure Safety Process Flow Chart
- Work Process B. General Requirements
- Work Process C. Low-Hazard Pressure Systems
- Work Process D. High-Hazard Pressure Systems
- Work Process E. Vacuum Systems
- Work Process F. Cryogenic Systems
- Work Process G. Training Requirements
7.7 Source Requirements
7.8 Reference Documents
7.9 Appendices
- Appendix A. Facility (“Conventional”) Pressure Systems
- Appendix B. Design Criteria for Responsible Designers
- Appendix C. Safety Notes
- Appendix D. Pressure System Testing and Inspection
- Appendix E. Calculation of Stored Energy Within a Pressurized Gas Vessel
- Appendix F. Pressure System Routine Assembly/Disassembly/Adjustment Safety Procedures
- Appendix G. Sealed Reactor Vessels for Chemical Synthesis and High-Temperature/Pressure Processing
- Appendix H. Chemical Synthesis in Ordinary Glassware (No Pressure Rating)
- Appendix I. Unrated Commercial Pressurized Systems
Note:
🚩🚩 Denotes a new section
🚩 Denotes the beginning of changed text within a section
🛑 Denotes the end of changed text within a section
7.1 Policy
It is the policy of the Lawrence Berkeley National Laboratory (LBNL) to ensure the safety of personnel and property through proper use and management of pressure systems (including vacuum systems) by:
- Defining the various types of pressure systems and their associated hazards
- Establishing requirements for designing, selecting, and/or using pressure systems
- Identifying required training for the handling and operating of pressure systems
- Following operating requirements provided in manufacturer’s specifications, and/or in collaboration with pressure system designers/users
- Anticipating system failures that could result from intended or unintended chemical and/or physical reactions
- Establishing best practices aimed at assuring safe operation and maintenance of pressure systems
- Documenting hazards, controls, and safe operating procedures via the Work Planning and Control process
The requirements of this chapter apply to research/science and conventional pressure systems and to design engineers, responsible users, operators, inspectors, and project managers.
LBNL makes every effort to ensure that no injury or property loss due to fire, explosion, or toxic release will occur from failure of a pressure system that is used in research or for conventional building support. Whenever possible, LBNL designs, builds, tests, purchases, maintains, and/or operates pressure vessels and systems in accordance with applicable codes and standards. For research pressure systems, LBNL follows and/or advances the best current industry practice for ensuring personnel safety, protecting equipment and property, and preventing environmental releases.
Where national consensus codes are not available or applicable (because of pressure range, vessel geometry, use of special materials, etc.), measures will be implemented to provide equivalent protection and ensure a level of safety greater than or equal to the level of protection afforded by the American Society of Mechanical Engineers (ASME) or applicable state or local code.
7.2 Scope and Applicability
The Pressure System Safety program addresses the design, fabrication, testing, inspection, maintenance, repair, and operation of pressure systems and related components (such as relief devices, piping, fittings, gauges, valves, and associated pressure-retaining hardware) at LBNL. It applies to both research/science pressure systems and the conventional pressure systems that support buildings and are maintained by the Facilities Division.
Research/science pressure systems are often specialized (generally covered by the concept of “equivalent” protection to ensure a level of safety equal to or greater than code(s) established by ASME) and include those used during the conduct of scientific operations. Examples include:
- Commercially available pressure systems (e.g., cryomodules, superconducting magnets, experiment target vessels, stirred reactor vessels, and other experimental equipment operating above 15 pounds per square inch gauge [psig])
- Custom designed pressure systems or pressure systems assembled with components procured from multiple vendors
- Pressure systems designed and constructed by the Engineering Division
- Cryogenic systems not open to the atmosphere at all times
- Vacuum systems that can be pressurized due to backfill
Any vessel that does not include an ASME stamp, or is otherwise unrated, must be evaluated by the EHS Pressure Safety SMC and/or the Engineering Division Pressure Safety Engineer to evaluate equivalency and operating integrity. Refer to Appendix I, Unrated Commercial Pressurized Systems for further information.
Conventional pressure systems are generally covered under the ASME Boiler and Pressure Vessel Code, and include those installed to provide utilities to buildings. Examples include:
- Pressure systems used to deliver such utilities as air, gas, or low-conductivity water to buildings.
- Pressure vessels, boilers, and air receivers, and their supporting piping systems, subject to ASME Boiler and Pressure Vessel Code and ASME B31 Pressure Piping Code.
- Compressed gas systems designed per Department of Transportation (DOT) and Compressed Gas Association (CGA) standards
- Refrigeration systems designed following ASME and American Society of Heating, Refrigerating and Air-Conditioning Engineers (ASHRAE) standards
- Pressure containers that are integral parts or components of mechanical devices such as pumps, compressors, turbines, generators, engines, and hydraulic or pneumatic cylinders
The Facilities Division Pressure Safety Engineer provides guidance on specification, installation, testing and maintenance of conventional utility-related pressure equipment.
Qualification of employees is accomplished through a combination of training and experience to perform work with research/science pressure systems, as described in Work Process G. Employees are also subject to formal work authorization requirements.
Employees who are qualified to perform construction, installation and/or maintenance of conventional pressure systems and components through a combination of formal training, on the job training, and experience are subject to formal work authorization requirements.
With the exception of the conditions described in Section 7.3 of this chapter, all pressure systems are subject to review by the Pressure Safety SMC in collaboration with either the Facilities Division Pressure Safety Engineer or the Engineering Division Pressure Safety Engineer, as applicable (or with other individual(s) designated by the respective Division Directors). Input from these key individuals is included in the formal work authorization process.
All employees who work with pressure systems and related equipment are expected to understand the content of this chapter.
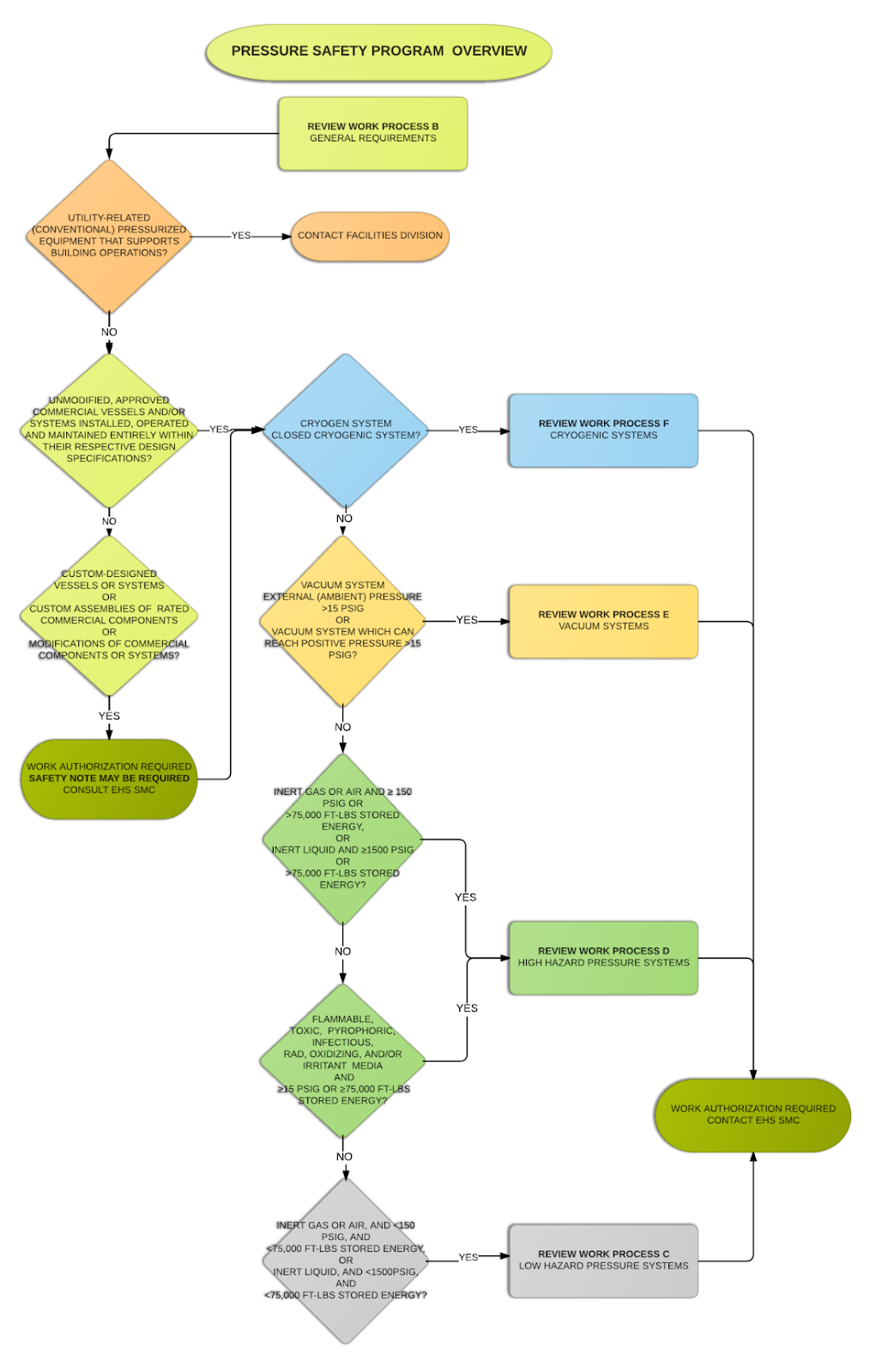
Refer to Work Process A, Pressure Safety Process Flow Chart for information regarding the pressure system review process.
7.3 Exceptions
Certain classes of research/scientific pressure systems are exempt from formal (e.g. required) review by the EHS Pressure Safety SMC and/or the designated Engineering Division Pressure Safety Engineer. Pressure systems and/or activities exempted from a pressure safety review include:
- Pressure systems that (1) operate below 150 psig, (2) do not contain irritant, toxic, infectious, radioactive, or flammable fluids, and (3) do not contain stored energy exceeding 75,000 foot pounds (ft-lb). Vacuum systems are not included in this exemption.
- Pressure systems containing irritant, toxic, infectious, radioactive, or flammable materials that operate below 15 psig. Such systems do not require a pressure safety review but remain subject to related hazard review processes (i.e., gas safety, chemical hygiene and safety, fire safety, etc.).
- Commercially available instruments and equipment that are installed, operated and maintained entirely within the manufacturer’s expressly stated specifications, and which are not combined with components provided by vendors not otherwise recommended by the manufacturer of the primary pressure system component(s).
- Vacuum systems that only vent to atmosphere.
- Cryogenic systems or vessels open to the atmosphere at all times.
- Fire protection systems.
- Pneumatic and hydraulic systems that are an integral part of a vehicle.
Conventional pressure vessels and auxiliary equipment may fall into one or more of the above exception categories because such systems are often designed and built to ASME code and are ASME-stamped accordingly. These are selected and approved for installation by qualified Facilities Division personnel.
Exception of a research/science or conventional pressure system from a pressure safety review does not exempt employees who use the pressure system from formal work authorization.
7.4 Roles and Responsibilities
|
Role |
Responsibility |
|
Division Director |
|
|
Employee/User |
|
|
Engineering Division |
|
|
Engineering Division Director |
|
|
Environment, Health, & Safety (EHS) Division |
|
|
Facilities Division Director |
Designates qualified engineers to provide guidance on specification, installation, testing, and maintenance of conventional utility-related pressure equipment. |
|
Pressure Safety Engineer (Engineering Division) |
A mechanical engineer who has specific knowledge, experience, and qualifications pertaining to research pressure systems and has been designated by the Engineering Division Director.
|
|
Pressure Safety Engineer (Facilities Division) |
A mechanical engineer who has specific knowledge, experience, and qualifications pertaining to conventional pressure systems and has been designated by the Facilities Division Director.
|
|
Pressure Safety Subject Matter Contact (SMC) |
|
|
Responsible Designer |
|
|
Responsible User |
|
7.5 Definitions
|
Term |
Definition |
|
Absolute Pressure |
Zero-referenced against a perfect vacuum, Absolute Pressure is equal to gauge pressure plus atmospheric pressure. It is also referred to as “total system pressure.” It is used to make it clear that the pressure is relative to a vacuum rather than ambient atmospheric pressure. Pabsolute = Patmospheric + Pgauge Usually designated by an “a” suffix, as in pounds per square inch, absolute, psia. |
|
American Society of Mechanical Engineers (ASME) |
A professional association that develops standards. |
|
Backfilling |
The process of returning a vacuum system to atmospheric or near-atmospheric pressure at the end of the processing cycle. |
|
Brittle Component |
A component made of material that, when subjected to stress, breaks without significant deformation (strain). Brittle materials absorb relatively little energy prior to fracture, even those constructed of high strength material. Breaking is often accompanied by a snapping sound. Brittle materials include most ceramics and glasses (which do not deform plastically) and some polymers, such as poly methyl methacrylate and polystyrene. Many steels become brittle at low temperatures, depending on their composition and processing. |
|
Buckling Failure |
A failure mode exhibited by a sudden collapse in the material. |
|
Compressed Gas Association (CGA) |
A resource organization providing guidance and leadership in promoting safe, secure, and environmentally responsible manufacture, transportation, storage, transfilling, and disposal of industrial and medical gases and their containers. |
|
Closed Cryogenic System |
A system that maintains a substance in its liquefied state that would otherwise be a gas at ambient temperature and pressure. The system is maintained by remaining closed to the atmosphere. Pressure relief devices are required on all closed cryogenic systems to prevent over-pressurization. |
|
Compressed Gas |
A gas or mixture of gases stored under pressure in cylinders or other vessels at an internal pressure greater than atmospheric pressure. |
|
Compressed Gas Cylinder |
A pressure vessel used to store gases above atmospheric pressure. |
|
Compressed Gas Cylinder |
A pressure vessel used to store gases above atmospheric pressure. |
|
Component |
An item included as an integral part of the design, construction, or assembly of a pressure system. |
|
Condensed (liquefied) Gas |
Gases that can become liquids at normal temperatures while they are inside a cylinder under pressure. They exist inside the cylinder in a liquid-vapor balance or equilibrium. As gas or liquid is removed from the cylinder, enough liquid evaporates to replace it, keeping the pressure in the cylinder constant. |
|
Conventional (Utility) Pressure System |
A pressure system used to provide building utilities. System components may include boilers, pressure vessels, air receivers, tanks/receivers, etc. and includes all pressure vessels and pressure sources including bulk cryogen, pneumatic, hydraulic, and vacuum storage and delivery systems. See “Plant-Facility Pressure Equipment.” |
|
Credible Identified Failure Mode |
The failure of either a single component, or the combination of multiple components, which has a reasonable probability of occurring during the life cycle of a system. Based on the best information available, it is an identified potential failure that is reasonable and realistic. |
|
Cryogen/Cryogenic Fluid/Cryogenic Liquid |
Condensed gases that are maintained in their liquid state at very low temperatures. All cryogenic liquids become gases at normal temperature and pressure. |
|
Degradation |
A reduction in ductility, flexibility, or other essential physical characteristic that compromises the integrity, strength or safety of a pressure vessel or component. Degradation of a pressure vessel or component will usually render it unusable and require that it be discarded. A degraded pressure vessel or component may, in rare cases, be de-rated for continued use after a formal engineering evaluation. |
|
Dewar |
A term commonly used to refer to a cryogen container. Cryogen containers are generally described as “non-pressurized” (e.g., vacuum flasks and vacuum-insulated transfer containers) or “pressurized” (engineered stainless steel cylinders used to store cryogens over extended periods of time). |
|
Ductile Metal Tubing |
Metal tubing that is able to undergo change of form without breaking. |
|
Exhaust System |
A ventilation system designed to expel gases from a room or building. Typically, a fume hood or extractor arm “snorkel” serves as an exhaust system for research pressure systems. |
|
Flexible Tubing |
Tubing generally intended to convey gas or liquid in pressured operating environments – positive and negative (vacuum). Tubing may be constructed of metal, nylon, perfluoroalkoxy alkanes (PFA), polyethylene, polytetrafluoroethylene (PTFE), rubber vinyl, or other compounds. Selection is typically based on temperature, pressure, material compatibility, and configuration of the apparatus to which it is connected. |
|
Fluid |
A substance that has the ability to flow. Fluids can be liquids, gases, or plastic solids. A gas is a fluid that has the ability to flow and fill the space it occupies. |
|
Foot-pound (ft-lb) |
A unit of work or energy. The energy transferred on applying a force of one pound of force through a displacement of one foot is a foot-pound. The corresponding SI unit is the joule. At LBNL, 75,000 foot-pounds is one of several pressure safety thresholds. |
|
Formal Work Authorization |
A document that describes an activity, its hazards, required controls, and operating procedures. LBNL’s Work Planning and Control system manages formal work authorizations. |
|
Gauge Pressure |
Zero-referenced against standard atmospheric air pressure, gauge pressure is equal to absolute pressure minus atmospheric pressure. For example, Psig = 0 is no pressure above atmospheric pressure. It is the converse of psia, and indicates that the pressure is relative to atmospheric pressure. Pgauge = Pabsolute – Patmospheric To distinguish a negative pressure, the value may be appended with the word “vacuum” or the gauge may be labeled a “vacuum gauge.” May be designated by a “g” suffix, for instance “psig” to distinguish it from absolute pressure. When a unit of pressure is stated without a suffix, for instance “psi,” this is generally referring to a gauge pressure. |
|
High Hazard Pressure System |
A pressure system that:
|
|
Hydraulic System |
A closed pressure system that uses the force transmitted through liquid to transmit power. |
|
Hydrostatic Testing |
A pressure test performed by using a liquid (usually water) as the test medium. A hydrostatic test uses test pressures that are a multiple (e.g., 1.5X) of the maximum allowable working pressure (MAWP) of the system being tested. |
|
Inert Gas Pressure System |
A pressure system that operates using a gas that does not undergo chemical reactions under a set of given operating conditions. Inert gases such as argon and nitrogen are used to prevent unwanted chemical reactions from degrading a sample. |
|
Isentropic Energy/ Stored Energy |
Refers to the potential energy that exists in a pressurized vessel. LBNL uses 75,000 foot-pounds as one of the properties that differentiates a Low Hazard from a High Hazard Pressure System. Also referred to as stored energy. |
|
Liquefied Gas |
Liquefied gases are gases that can become liquids at normal temperatures when they are inside a cylinder under pressure. They exist inside the cylinder in a liquid-vapor balance or equilibrium. As gas or liquid is removed from the cylinder, enough liquid evaporates to replace it, keeping the pressure in the cylinder constant. |
|
Lockout/Tagout (LOTO) |
A safety procedure used to ensure that stored energy (e.g., electrical, pneumatic, hydraulic) is isolated, rendered inoperative, and incapable of being restored prior to the beginning and completion of maintenance or servicing work. “Lock and tag” works in conjunction with a lock, usually locking the device or the energy source and placing it in such a position that no hazardous power sources can be turned on. The procedure requires that a tag be affixed to the locked device indicating that it should not be turned on. |
|
Low Hazard Pressure System |
Pressurized equipment involving routine risks that are accepted as such by the general public. This includes:
|
|
Low Pressure Gas System |
A pressure system operating below 150 psig, which represents LBNL’s lowest hazard category for pressure systems. |
|
Lowest Rated Component |
The “part” of a pressurized system with the lowest MAWP. The overall system MAWP is based on the lowest rated component. |
|
Low Temperature Embrittlement |
The loss of ductility in a metal object exposed to low (cryogenic) temperatures that results in the metal becoming less resilient to deformation. |
|
Manual Flow Controller |
A mechanical device that regulates (maintains) a constant differential pressure across an integral flow regulating valve, typically adjusted by rotating or turning. See “Needle Valve.” |
|
Maximum Allowable Working Pressure (MAWP) |
The design pressure used in calculations and certifications associated with the ASME Boiler and Pressure Vessel Code. |
|
Maximum Operating Pressure (MOP) |
The maximum intended operating pressure of a pressure system, typically limited to 80% – 90% of MAWP. |
|
Megapascal (MPa) |
A unit of pressure equivalent to a force of one million Newtons uniformly distributed over one square meter. One MPa is approximately equivalent to 150 psi or 10 bar. |
|
Needle Valve |
A flow-regulating valve that operates by constricting flow between a cone- or needle-shaped implement and receiving cup of similar shape. |
|
Nil Ductility Temperature (NDT) |
The temperature above which a material is ductile and below which it becomes brittle. Once a material is cooled below its NDT, it has a much greater tendency to shatter on impact instead of bending or deforming. |
|
Non-rated Components |
System components (hardware) that have not been officially tested for specific applications and/or that do not carry identification that can be used to confirm compatibility, maximum operating pressure, etc. Non-rated components must not be used in pressurized systems. |
|
Piping |
A component of a pressure system used to convey fluids (liquids and gases) from one location to another. Piping must be designed for a pressure greater than the maximum system pressure that can be developed under abnormal conditions. |
|
Plant-Facility Pressure Equipment |
Equipment used to provide or store pressurized fluids (liquid or gas) to or within buildings and equipment. “House” gases (nitrogen, air, propane) and water are typical types of fluids provided to or stored within buildings and equipment. |
|
Pneumatic System |
A closed pressure system that uses the force transmitted through gas to transmit power. |
|
Pneumatic Testing |
A test performed by using air, nitrogen, or any non-flammable and non-toxic gas at test pressures that are a multiple (e.g., 110%) of the MAWP of the system being tested. Pneumatic tests are potentially more dangerous than hydrostatic tests because of the higher level of potential energy and may be performed only when at least one of the following conditions exists: (1) when pressure systems are so designed that they cannot be filled with water or (2) when pressure systems are to be used in services where traces of the testing medium cannot be tolerated. A pressure relief valve is always required for a pneumatic test. |
|
Pressure Regulator |
A valve or device designed to maintain or limit a set pressure. A pressure regulator’s primary function is to match the flow of gas through the regulator to the demand for gas placed upon the system. |
|
Pressure Relief Device |
A valve or rupture disk designed to vent a fluid when system pressure exceeds a set point. |
|
Pressure Relief Valve |
A spring-loaded pressure relief device designed to open when excess pressure is present and then close to prevent fluid flow once excess pressure is relieved and normal conditions are restored. |
|
Pressure Safety Review |
A system safety review typically performed by the EHS Subject Matter Contact (SMC), the Engineering Division Designated Pressure Safety Engineer, the Facilities Division Designated Pressure Safety Engineer, subject matter expert(s), laboratory personnel, and/or line management representatives as applicable to evaluate pressure system design, construction, and operation. |
|
Pressure System |
A system (vessel and components, or similar) that operates above or below atmospheric pressure. Includes all pressure vessels, and pressure sources including cryogenics, pneumatic, hydraulic, and vacuum. Vacuum systems are considered pressure systems due to their potential for catastrophic failure due to backfill pressurization. Associated hardware (e.g., gauges and regulators), fittings, piping, pumps, and pressure relief devices are also integral parts of a pressure system. |
|
Pressure System Failure |
The inability of a closed system to create or maintain back-pressure. Positive pressure systems may fail due to a minor leak that prevents maintaining or gaining pressure or a catastrophic failure of one or more system components. |
|
Pressure System Installer |
Facilities Division skilled crafts personnel who, through a combination of (1) training, (2) experience and (3) supervision, are qualified to install pressure system components. |
|
Pressure Vessel |
A closed container designed to hold a fluid at a pressure higher than ambient pressure. |
|
Qualified Technician |
An individual who, by a combination of training and experience, is qualified to install, maintain, and/or conduct tests (e.g., hydrostatic testing and leak testing). A Qualified Technician may be an LBNL employee or employed by a vendor. |
|
Rated Component |
A component that has a specific pressure limit determined by design and testing and confirmed to function properly, safely, and predictably under established operating conditions (pressure, temperature, material compatibility, etc.). |
|
Relief Point |
The point (i.e., pressure level) at which a pressure relief device vents contents of the pressure system without exceeding the MAWP by more than 10% under all operating conditions. |
|
Relief Capacity |
The rated flow of a gas in a pressure relief valve at a specified overpressure set point. |
|
Research/Scientific Pressure System |
Any pressure system that may have one or more of the following characteristics:
These include all pressure vessels and pressure sources including cryogenics, pneumatic, hydraulic, and vacuum. Vacuum systems are considered pressure systems due to their potential for failure due to backfill over-pressurization. |
|
Responsible Designer |
The individual responsible for developing or selecting a safe pressure system design in accordance with this policy. This includes procurement, fabrication, installation, maintenance, testing, retesting, and labeling requirements, and authorizing modifications and/or repairs of pressure systems and components designed by LBNL. |
|
Responsible User |
The owner or any authorized user of a pressure system. Users are responsible for working within formal work authorizations. Owners oversee local work process procedures and deliver on-the-job training to ensure sustained safe pressure system operation. The owner is typically the Principal Investigator or researcher who is responsible for supervising work (for research pressure equipment) or a Facilities Division supervisor who is responsible for oversight of conventional pressure system construction, installation and/or maintenance (for conventional pressure equipment). |
|
Rupture Disk/Burst Disk |
A non-reclosing pressure relief device used to protect over-pressurization or potentially damaging vacuum conditions. It is actuated by the static differential pressure between the inlet and outlet of a device. A rupture disk, also known as a burst disk, is a “sacrificial” part because it has a one-time-use membrane that fails at a predetermined differential positive or vacuum pressure. The contained fluid must be safely directed in the event of a rupture. |
|
Safety Factor |
The ratio of the capacity of a system to the design load. The safety factor describes how much stronger the system is than it usually needs to be for an intended load. A safety factor of 2 means that the system is expected to fail at twice the design load. |
|
Safety Note |
Documentation of engineering calculations, tests, etc., of specific equipment or activities where one or more identified potential safety issues associated with operation of the equipment exists. May apply to LBNL-designed and built systems, systems assembled from a combination of commercially-available components, or a combination of both. |
|
Sealed Reactor Vessel |
A vessel used to contain hydrothermal/chemical reactions, digest biomass, etc., under elevated temperature and pressure. Also referred to as a pressure reactor, autoclave, or bomb. |
|
Stored Energy / Isentropic Energy |
Refers to the potential energy that exists in a pressurized vessel. LBNL uses 75,000 foot-pounds as one of the properties that differentiates a Low Hazard from a High Hazard Pressure System. Also referred to as “isentropic” energy. |
|
Supply Pressure |
The pressure at the supply port, typically a compressor or pressurized fluid tank. Compressed gas cylinders are often used as the source for system pressure. |
|
Test Pressure |
The pressure at which a vessel is tested for validation purposes. The challenge test pressure, as a function of percent of MAWP, varies depending on the pressure system type and method of testing (i.e., hydrostatic or pneumatic). |
|
Transfilling |
Transfer of a compressed gas (or compressed liquefied gas) from one cylinder to another, typically from a larger to a smaller cylinder. |
|
Ultimate Failure |
A failure mode where there is a break in the material. |
|
Vacuum System |
A system consisting of a vessel and its associated piping and components evacuated below atmospheric (14.7 psia) pressure. Vacuum systems are considered pressure systems because of their potential for catastrophic failure due to backfill pressurization. |
7.6 Work Processes
Work Process A. Pressure Safety Process Flow Chart
Work Process B. General Requirements
Work Process C. Low-Hazard Pressure Systems
Work Process D. High-Hazard Pressure Systems
Work Process E. Vacuum Systems
Work Process F. Cryogenic Systems
Work Process G. Training Requirements
Work Process A. Pressure Safety Process Flow Diagram
Work Process B. General Requirements
- Pressure Safety Requirements for All Systems. Pressure system safety is achieved by one or more of the following measures:
- Recognition of process hazards and implementation of controls.
- Selection of pressure system components that meet operating demands.
- Regulation of pressure and fluid flow.
- Provision for pressure relief.
- Understanding component pressure ratings and limits.
- Understanding chemical reaction dynamics.
- Proper installation of pressure system components.
- Labeling of pressurized fluid (gas or liquid) supply lines.
- Sustained structural integrity and compatibility of components throughout the pressure system and/or component life cycle.
- Sustained structural integrity and proper operating condition of auxiliary equipment such as – but not limited to – ovens, furnaces, and controllers.
These essential requirements must be addressed in design and/or operation of all pressure systems, whether sourced from a vendor, custom-designed, or used in combination.
Note that the information in this Work Process is intended to facilitate implementation of LBNL policies. It is not intended to provide specific guidance related to designing and operating pressure systems. Specific design guidance is obtained through the Engineering Division (for research/scientific pressure systems) or the Facilities Division (for conventional (utility) pressure systems). Consult with the EHS Pressure Safety Subject Matter Contact (SMC) for direction and further information.
- Pressure System Design
- Pressure vessels and systems (including piping) are to be designed, tested, and installed in accordance with applicable codes, standards, and regulations, as referenced in Sections 7.7 and 7.8.
- Research/scientific pressure vessels and systems often pose challenges that require deviation from standard designs. In cases where a commercial “off the shelf” pressure system is unavailable, the design must provide equivalent personnel safety through alternate means. These alternate means must be analyzed and may require documentation in a Safety Note. For general pressure system design guidance, see Appendix B, Design Criteria for Responsible Designers, and for conventional (utility) pressure systems guidance, see Appendix A, Facility (“Conventional”) Pressure Systems.
- The circumstances that require a Safety Note are detailed in Appendix C, Safety Notes. A template that includes the required content of a Safety Note is available from the Engineering Division Document Control Center. The template can also be obtained by contacting the Designated Pressure Safety Engineer.
- Pressure Testing and Inspection
- All pressure systems that include pressure vessels require testing, periodic re-testing, and inspection on a regular basis. (Exception: utility systems tested and inspected in accordance with State of California Boiler and Pressure Vessel Safety Orders.) For detailed procedures for pressure testing and inspection, see Appendix D, Pressure System Testing and Inspection.
- Any significant change in the condition of pressure equipment – such as corrosion, cracks, distortion, scale formation, general chemical attack, any weakening of the closure, or any change in the ability of the equipment to maintain pressure – shall be documented. In such cases, the equipment shall be removed from service immediately, tagged out, and not returned to service until approved by a qualified person.
- In some cases, pressure equipment may be de-rated. Opting to de-rate a pressure device requires a review by the Pressure Safety SMC and Pressure Safety Engineer (Engineering or Facilities Division, as applicable). If a decision is made to discard a pressure device, the device shall be rendered inoperable, i.e., incapable of maintaining pressure at any level above atmospheric pressure.
- Pressure System Installation
- Pressure systems and components may only be installed and maintained by qualified personnel. Qualification is a function of (1) training and (2) experience. The installer must follow the design documentation, code requirements, and manufacturer’s recommendations, as applicable. The installer is responsible for installation, inspection, performance testing, and acceptance testing prior to releasing the pressure system into service.
Facilities Division technicians having training and experience, and possessing “skills of the craft” related to work involving pressure systems should be contacted by the Responsible User for installation and maintenance assistance where additional expertise regarding pressure system installation, function, integrity, and safety is needed. - A manufacturer, supplier, or mechanical subcontractor may also install a pressure system or components. The installer must follow the design documentation, code requirements, and manufacturer’s recommendations, as applicable. The installer is responsible for pressure testing, installation, inspection, performance testing, and acceptance testing prior to releasing the pressure system into service.
- High pressure systems (i.e., operating at pressures greater than 3000 psig (20 MPa) gas or 5000 psig (35 MPa) liquid) may only be installed by qualified Facilities, Engineering, or research division personnel. Contact the Facilities Division for assistance.
- Permanent piping/tubing must be clearly identified with the name of the material being transported at the supply point (e.g., pressurized gas cylinder) and at each discharge point. This is particularly important where the supply (e.g., pressurized gas cylinder) is not visible at the system end point(s). Refer to “Pressure System Piping” below.
- Pressure systems and components may only be installed and maintained by qualified personnel. Qualification is a function of (1) training and (2) experience. The installer must follow the design documentation, code requirements, and manufacturer’s recommendations, as applicable. The installer is responsible for installation, inspection, performance testing, and acceptance testing prior to releasing the pressure system into service.
- Pressure System Use. A Responsible User must be identified for each pressure system.
- The Responsible User is accountable for the safe use and maintenance of the equipment and for ensuring that all user training requirements (formal and on-the-job) have been met by every person using the system. Typically, the Responsible User is the principal investigator or researcher who is responsible for the overall research effort. For conventional systems, a building manager or Facilities Division representative may be designated as the Responsible User.
- Irrespective of the pressure rating, pressure equipment shall be operated and maintained according to manufacturer instructions, design limitations, and applicable codes and regulations.
- Pressure System Piping. Piping is a component of most pressure systems and subject to the following requirements:
- Piping systems for compressed and liquefied gases shall comply with the applicable requirements of National Fire Protection Association (NFPA) standards.
- Systems for other compressed gases and for cryogenic materials shall comply with the manufacturer’s design and specifications.
- Each point of use shall have an accessible manual shutoff valve. The manual shutoff valve at the point of use shall be located away from the potential hazards and be located within 1.8 meters (6 feet) of the point of use. Where a cylinder valve is located within immediate reach, a separate point-of-use shutoff valve shall not be required.
- Line regulators that have their source away from the point of use shall have a manual shutoff valve. An emergency gas shutoff device in an accessible location near one of the egress doors from the laboratory work area shall be provided in addition to the manual point-of-use valve in each educational and instructional laboratory space that has a piped gas dispensing valve.
- Each and every portion of a piping system shall have uninterruptible pressure relief. Any part of the system that can be isolated from the rest of the system shall have adequate pressure relief.
- Piping shall be designed for a pressure greater than the maximum system pressure that can be developed under abnormal conditions. A pressure relief system shall be designed to provide a discharge rate sufficient to avoid further pressure increase and shall vent to a safe location. Refer to Table B-1, Engineering Design Specifications for Pressure Vessels for further information.
- Permanent piping shall be identified at the supply point and at each discharge point with the name of the material being transported. Piping systems, including regulators, shall not be used for gases other than those for which they are designed and identified unless a thorough review of the design specifications, materials of construction, and service compatibility is conducted and appropriate modifications have been made.
- Maximum Allowable Working Pressure (MAWP).
- Pressure systems must be designed and/or operated per an established MAWP.
- To ensure that the MAWP is not exceeded, pressure relief must – unless otherwise reviewed and approved – be provided in the system.
- Pressure relief devices must not be set higher than 110% of the MAWP for the system. Standard components often support a MAWP that is substantially greater than the Maximum Operating Pressure (MOP) for any given system, but the pressure relief device still should be set at 15 to 20% above the desired MOP. This is recommended because operations with unforeseen pressure excursions at 15 or 20% of MOP can occur.
- Maximum Operating Pressure (MOP).
- The highest pressure at which any pressure system will be operated is the MOP.
- The MOP should be limited to 80-90% of the MAWP to minimize borderline actuation of pressure relief devices. Pressure system design begins with establishing the desired pressure system MOP.
- Typically, the MOP is determined and enforced by the Responsible User after taking into account the pressure system’s established MAWP and system operating demands.
- Test Pressure.
- All pressure vessel systems must be tested to ensure their integrity – except commercially available pressure systems that have been tested and certified by the manufacturer, which need not be retested.
- Low-pressure piping or tubing without vessels may be leak-checked using a surfactant (“bubble”) solution or static pressure drop test using appropriately scaled gauges.
- Depending on the system configuration and contents, the Responsible Designer will specify hydrostatic or pneumatic testing. Test pressures vary from 125% to 200% of the MAWP (see Appendix D, Pressure System Testing and Inspection).
- Relationship between MOP, MAWP, and Test Pressure Pressure relationships are illustrated in Figure 1 below:
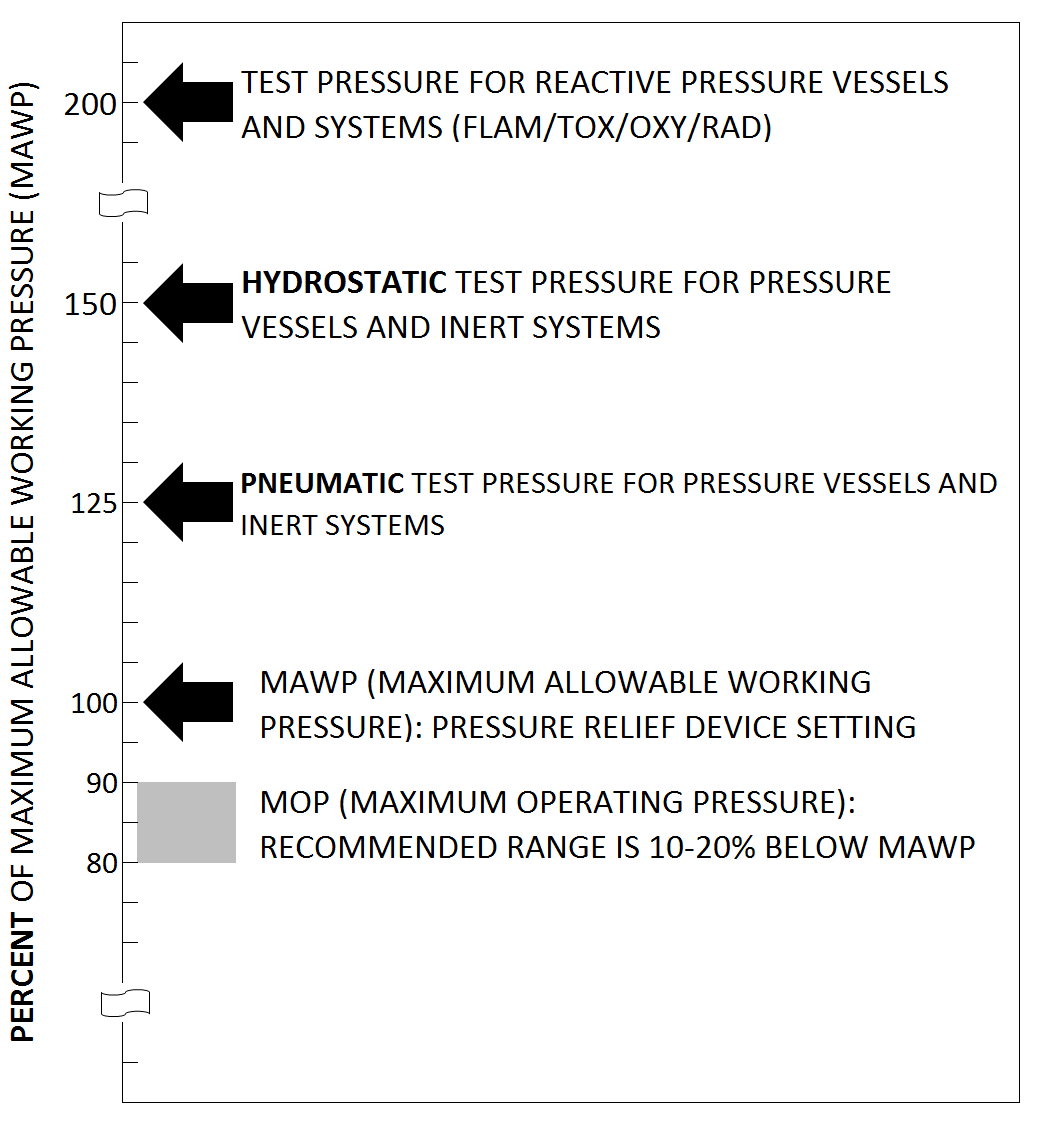
Figure 1. Basic Relationships of Defined Pressure Terms
- Pressure Relief Devices. The two fundamental types of pressure relief devices used to protect a pressure system from overpressurization are spring-loaded relief valves and rupture (burst) disks.
- Pressure relief devices are required for all pressure systems unless (1) the supply pressure is inherently limited to less than the MAWP of the lowest-rated component or (2) the absence of pressure relief is approved by the Pressure Safety Engineer (Engineering or Facilities Division, as applicable).
- A pressure relief system must be designed to provide a discharge rate sufficient to avoid further pressure increase and shall vent to a safe location. Pressure relief capacity must be sufficient to vent the contents of the system when the pressure relief device is open without exceeding 110% of MAWP under all conditions. For systems with potentially reactive contents, the pressure relief device must be capable of safely venting the contents of the vessel without exceeding 110% of MAWP when the contents undergo a pressure-generating or volume-generating reaction (such as an exothermic reaction) at the fastest possible rate. The required relief capacity of the pressure relief device must be calculated for systems that contain pressure vessels and systems with potentially reactive contents (i.e., contents that will react to increase internal pressure or temperature, undergo phase change, etc.). The potential for the MAWP of a pressure vessel to be exceeded as a result of a chemical reaction is a key selection consideration.
- Pressure relief devices used with hazardous (flammable, toxic, oxygen depleting, etc.) gases must be vented to a location that will be safe in the event of a large release of gas. They should be configured or positioned such that they will not direct relieved gas toward personnel.
- Flammable gases must be vented to prevent accumulation of ignitable gas/air mixtures (typically through a fume hood or other appropriately configured local exhaust ventilation system).
- Health hazard (toxic) gases, as defined in ES&H Manual Chapter 13, Gas Safety, must be vented to a location that will prevent inhalation of an unsafe concentration of gas (typically through a fume hood or other appropriately configured local exhaust ventilation system).
- Pressure relief devices used with flammable liquefied gas must be configured so that they are always in direct contact with the gas phase.
- Venting to a building’s exterior may be acceptable for flammable gases. Contact the LBNL Fire Marshal for specific guidance.
- Valves must never be located between a relief device and the component it is installed to protect.
- In use, the activation of a safety relief device is a danger signal, like the blowing of a fuse. The pressure system should not be put back into operation until the cause of the over-pressurization has been determined and corrected.
- Pressure relief devices must be inspected at the frequency indicated in Appendix D, Table D-3. If there is any reason to believe that a pressure relief device is not functioning properly, is defective, or is improperly configured, the pressure system and components must be secured and evaluated prior to continued use.
- Component Requirements
- Pressure systems must be constructed of components rated for the intended service. Typically, this means ductile metal tubing rated for use at pressures exceeding the MAWP at the temperature of use and rated pressure fittings that are compatible with the contents of the system. Appropriately rated hoses and flexible tubing may be used, but additional protective measures may be required. Contact the Pressure Safety SMC for guidance. Also, see ES&H Manual Chapter 13, Gas Safety.
- Useful Links
Swagelok
Parr Instrument Company
Tempresco
- Useful Links
- Nonrated components such as Tygon© tubing, surgical rubber tubing, and hose barbs are unreliable in pressure system application and must not be used where failure could create a hazard. However, such components may be used with low-pressure inert gases or in a fume hood that could safely vent any gases released as a result of leak, puncture, or rupture.
- Permanent piping/tubing transporting fluid (gas or liquid) must be identified. Line labeling requirements are found in the ES&H Manual Chapter 13, Gas Safety, Work Process A, Section 5d.
- Pressure systems must be constructed of components rated for the intended service. Typically, this means ductile metal tubing rated for use at pressures exceeding the MAWP at the temperature of use and rated pressure fittings that are compatible with the contents of the system. Appropriately rated hoses and flexible tubing may be used, but additional protective measures may be required. Contact the Pressure Safety SMC for guidance. Also, see ES&H Manual Chapter 13, Gas Safety.
- Brittle Components. Any pressure system – including vacuum systems – that includes components made of brittle materials such as glass, sapphire, and quartz generally should be operated behind a barrier that can contain shrapnel in the event of component failure. The use of safety glasses with side shields is usually adequate for work around viewports and glass feedthroughs on vacuum systems, but it is recommended that mirrors, cameras, or both are used whenever possible for making observations through windows of pressure and vacuum systems. A pressure system with brittle components that can only be operated without a barrier must have a safety factor of at least 8 guarding against ultimate failure, and must be specifically designated for such operation in a Safety Note, as described in Appendix C, Safety Notes).
- Transfilling. Transfilling tasks are generally conducted at pressures above 150 psig and may involve hazardous materials and are subject to the same evaluations and approvals as other operations involving pressure. A formal work authorization is required. A Safety Note may be required depending on the design, materials of construction, and operating parameters of the transfilling operation. Contact the Pressure Safety SMC for additional guidance.
- Pressure Regulation (Regulators). Pressure systems must be provided with a reliable means of regulating pressure. Regulators serve this purpose by reducing the pressure from a source (e.g. a compressed gas cylinder) to a desired lower working pressure and/or flow rate. All pressure systems supplied with gas via compressed gas cylinders must be equipped with industry standard regulators.
The use of needle valves and other manual flow controllers without pressure regulators is prohibited on gas cylinder systems unless all downstream components are rated for service at or above the maximum possible cylinder pressure.
Additional safety considerations when selecting, installing, and using a regulator include:- Selecting a single-stage or dual-stage regulator, depending on application. (See ES&H Manual Chapter 13, Appendix C, Gas Safety or contact the EHS Gas Safety Subject Matter Expert for more information.)
- Storing unused regulators so that they are protected from damage and dirt – use plastic bags.
- Ensuring that threads on a regulator’s CGA connection correspond to those on the cylinder valve outlet.
- Not lubricating any part of the regulator or cylinder valve.
- Properly labeling regulators to indicate the fluid being used.
- Restricting oxygen system regulators to oxygen service, and labeling accordingly.
- Immediately replacing damaged, defective, or unreliable regulators.
- Consideration should be given to replacement versus repair when a regulator is found to be in poor condition.
- If inspection, testing, calibration or repair of a pressure regulator is required, contact the Facilities Division for assistance. Only a Qualified Technician is authorized to perform work on a regulator.
- Inspecting regulators at regular intervals, as appropriate to the application.
- Pressure regulators should not be used as the primary means of stopping the flow of gas into a pressure system during assembly, maintenance, or disassembly. Where gas cylinders are used as the source of system pressure, the cylinder valve should be closed and pressure released from the system during shut-down. See Appendix F, Routine Pressure System Assembly/Disassembly/Adjustment Safety Procedures for general guidance regarding relieving stored energy from a pressure system.
- Safety Manifold System. A safety manifold system is used to reduce and control pressure (and gas flow) from a compressed gas cylinder or other pressurized gas source while at the same time providing pressure relief protection for downstream system components. Typically a safety manifold system is connected to a gas cylinder valve and is comprised of a regulator, a vent valve, a fill valve, and a relief valve (set at or below MAWP). It must be assembled, inspected, and tested by a qualified person and incorporate a means of shutting down or isolating the pressurized gas source.
- Gas Pressure Containment Vessel. In some cases, equipment is used to protectively enclose a pressure system. Such equipment must be designed to protect personnel from blast pressure and propelled fragments. If hazardous materials could escape from the vessel contained within the protective enclosure, the containment vessel must also be designed to prevent leakage directly into the atmosphere.
- Design Requirements
The design of a gas-pressure pressure containment vessel (1) is based on maximum equilibrium pressure expected if the contained pressure vessel is heated to the highest temperature expected or to 130°F (55°C), whichever is highest, (2) assumes a nil ductility temperature (NDT) of 40°F (4°C) unless a lower temperature is required and specified, (3) includes a compound pressure/vacuum gauge for monitoring internal pressure, (4) incorporates two separate valve entries for safely introducing, exhausting, monitoring and flushing gas, and (5) includes suitable covers and shields to protect gauges from damage. The containment vessel should be pressure tested at 150% of its maximum equilibration pressure.
- Design Requirements
If the contained vessel has not been approved for an occupied-area MAWP of at least the maximum pressure to which it could be subjected inside the containment vessel, personnel and/or equipment shields are required.
- Pressure Units and Equivalencies Pounds per square inch (psi) is the typical unit of pressure used in industry, and generally implies gauge pressure. This program provides psig and MPa values, but because pressure unit conventions in science and research vary, the following table is provided for reference and equivalencies.
Work Table B-1. Common Pressure Units and Equivalents1
| Unit | Mega Pascal (MPa) | Bar (bar) | Standard Atmosphere (atm) | Torr (Torr) | Pounds/inch2 (psi) | Pascal (N/m2) |
|---|---|---|---|---|---|---|
| 1 MPa | — | 10 | 9.9 | 7500 | 145 | 1 x 106 |
| 1 bar | 0.1 | — | 0.99 | 750 | 14.5 | 1 x 105 |
| 1 atm | 0.101 | 1.01 | — | 760 | 14.7 | 1 x 015 |
| 1 Torr | 1.3 x 10−4 | 1.3 x 10−3 | 1.3 x 10−3 | — | 1.9 x 10−2 | 133 |
| 1 psi | 6.9 x 10-3 | 6.9 x 10−2 | 6.8 x 10−2 | 51.7 | — | 6900 |
| 1 Pa | 1 x 10−6 | 1 x 10−5 | 9.9 x 10−6 | 7.5 x 10−3 | 14.5 x 10−5 | — |
Work Process C. Low Hazard Pressure Systems
- Description. A Low Hazard Pressure System consists of components that will be used at or below specific thresholds and/or that involve routine risks that are accepted as such by the general public.
- Research/Science Pressure Systems
- Air and inert gas systems operating below 150 psig and inert liquid (hydraulic) systems operating below 1,500 psig. Total stored energy at any point in the pressure system does not exceed 75,000 ft-lbs. To determine stored energy, see Appendix E, Calculation ofStored Energy of a Pressurized Gas Vessel.
- Research/science pressure equipment or components used at operating pressures equal to or above 15 psig must be designed, constructed, and documented by the manufacturer. Equipment shall be operated and maintained per designer/manufacturer instructions. See Appendix I, Unrated Commercial Pressurized Systems for further information.
- Where irritant, toxic, infectious, radioactive, or flammable materials are used in a pressure system, operation at pressure equal to or above 15 psi will result in the system being classified as a High Hazard Pressure System. See Work Process D, High Hazard Pressure Systems.
- Irrespective of the operating pressure level, employees working with irritant, toxic, infectious, radioactive, or flammable materials remain subject to hazard review and formal work authorization.
- Research divisions are responsible for the repair and maintenance of research pressure systems in their control, irrespective of the fluid type or operating pressure. If there is any doubt about the procedures for performing repair or maintenance, assistance should be requested from Facilities Division.
- Air and inert gas systems operating below 150 psig and inert liquid (hydraulic) systems operating below 1,500 psig. Total stored energy at any point in the pressure system does not exceed 75,000 ft-lbs. To determine stored energy, see Appendix E, Calculation ofStored Energy of a Pressurized Gas Vessel.
- Conventional (Utility) Pressure Systems
- Systems operating at or below 300 psig (2 MPa) including water, compressed gas, natural gas, butane, propane, and steam systems managed by the Facilities Division according to applicable standards. The Facilities Division is responsible for specification, installation, testing, maintenance, and inspection of basic building support pressure systems and associated equipment.
- Air-pressure tanks, boilers, and certain other vessels inspected periodically in accordance with the Unfired Pressure Vessel Safety Orders or the Boiler and Fired Pressure Vessel Safety Orders of the State of California.
- Unmodified, commercially manufactured hydraulic systems at or below 5,000 psig, such as hydraulic presses, machine tools, and motorized vehicles. The Facilities Division is responsible for specification, installation, testing and maintenance of non-research hydraulic equipment.
- Department of Transportation (DOT) shipping containers supplied by regular commercial suppliers.
- Conventional pressure equipment or components used at operating pressures exceeding 15 psig must be designed, constructed, and documented by the manufacturer. Equipment shall be operated and maintained per designer/manufacturer instructions.
- Safety Notes for Low-Hazard Pressure Systems. A Safety Note may be required for LBNL-designed and built systems, systems assembled from a combination of commercially-available components, or a combination of both, as described in Appendix C, Safety Notes. Requirements for pressure testing, retesting, periodic maintenance of pressure systems, barricades, use limitations, and special procedures may be contained in a Safety Note and/or formal work authorization for any given system.
- Pressure Safety Review. Low Hazard Pressure Systems generally do not require a pressure safety review prior to installation and/or implementation of operations, but operations involving work with or the use of such systems remain subject to formal work authorization.
- Conditions that may require reclassification to High Hazard Pressure System: The inadvertent exceedance of the MAWP of a rated pressure vessel, even when initially identified as being operated as a Low Hazard Pressure System, may occur as a result of one or more of the following:
- Revision of experimentation parameters without prior work authorization.
- Failure to account for excess pressure resulting from chemical reactions.
- Failure of ancillary equipment (e.g., digital/analog controllers and furnaces).
- Unsupervised operation.
If, during preliminary review by the Responsible Owner, it is determined that there is a reasonable possibility that an experiment employing a Low Hazard Pressure System as defined in this section could – as a result of one or a combination of (a) – (d) above – result in (1) an exceedance of the MAWP rating(s) for vessels or components, and/or (2) the experimental apparatus becoming a High-Hazard Pressure System, then the apparatus will fall within the parameters of a High-Hazard Pressure System and require a Pressure Safety Review prior to work authorization. See Work Process D, High-Hazard Pressure Systems.
See also Work Process G, Training Requirements for further information.
Work Process D. High-Hazard Pressure Systems
- Description. A High-Hazard Pressure System consists of components that will be used above the thresholds established for the Low Hazard Pressure System category. There is no differentiation between Research/Science Pressure Systems and Conventional (Utility) Pressure Systems in the High-Hazard Pressure System category. This category includes:
- Pressure systems containing irritant, toxic, infectious, and/or radioactive fluids and operated below 15 psig are not subject to a pressure safety review but remain subject to hazard review as a part of the formal work authorization process.
- Pressure systems containing irritant, toxic, infectious, and/or radioactive fluids at or above 15 psig are subject to a pressure safety review and remain subject to other hazard reviews as part of the formal work authorization process.
- Pressure systems containing oxygen or flammable fluids that are operated at any pressure level. Such systems remain subject to other hazard reviews as a part of the formal work authorization process, including an evaluation by the LBNL Fire Marshal or designee.
- In cases where a flammable fluid is used in a pressure system operating below 15 psig and is also an irritant or toxic material, a pressure safety review and other hazard reviews are required as part of the formal work authorization process.
- Pressurized equipment (including ASME-coded vessels that have been structurally modified) that operates at gas pressures at or above 150 psig, or at liquid pressures at or above 1,500 psig, or that contains 75,000 ft-lbs or more of stored energy at any point in the pressure system. Appendix E provides a calculator to determine stored energy within a pressurized gas vessel.
- Note: High-pressure liquid chromatography (HPLC) systems are excluded from this category.
Equipment used at operating pressures exceeding 15 psig must be designed, constructed and documented by the manufacturer. Equipment shall be operated and maintained per designer/manufacturer instructions.
- Safety Notes for High-Hazard Pressure Systems.
- A Safety Note documents a pressure system’s engineering design and defines its operating parameters as well as pressure test procedures to ensure safety during installation, operation, and maintenance of the system. For commercial systems, the vendor’s documentation may preclude the need for a Safety Note. A Safety Note is required for custom-built systems or systems combining custom-built and commercial components, as described in Appendix C, Safety Notes.
- All High Hazard Pressure Systems must be reviewed by the Pressure Safety Engineer (Engineering or Facilities Division, as applicable). The requirement for a Safety Note is determined based on multiple factors (materials, construction, operating parameters, etc.). A Safety Note is generally not required in cases where a manufacturer’s documentation or certification represents an equivalent degree of safety documentation.
Based on professional judgment, the Pressure Safety Engineer (Engineering or Facilities Division, as applicable) – in collaboration with the Responsible User – may elect to the review manufacturer specifications in order to verify that appropriate safety factors are present.
- Pressure Safety Review. A current formal work authorization is always required prior to using a High Hazard Pressure System, and this authorization requires collaboration with the Pressure Safety SMC and the Pressure Safety Engineer (Engineering or Facilities Division, as applicable) as well as their approval. A pressure safety review may be one of several hazard evaluations conducted during the course of a formal work authorization.
See Work Process G, Training Requirements, for further information.
Work Process E. Vacuum Systems
(Edited from SLAC-I-720-0A29Z-001-R023.4, Chapter 14, “Pressure Systems”)
A vacuum system consists of a vessel, its associated piping, and related components operating below atmospheric pressure. A vacuum vessel can pose a potential hazard to personnel and equipment from collapse, rupture during backfill pressurization, or implosion due to vacuum window failure.
Vacuum systems must be designed, fabricated, and operated in accordance with applicable codes and sound engineering principles. The essential design requirements for positive pressure systems apply to vacuum systems.
- Vacuum System Classification. Any new vacuum system, or any legacy system that must be brought into compliance as described above, must be categorized as follows:
- Category I. Category I vacuum vessels include all vessels in which the differential operating pressure can never exceed 15 psig.
- Category II. Category II vacuum vessels include all vessels that can be protected from pressurization exceeding 15 psig through such engineering controls as pressure relief devices.
- Category III. Category III vacuum vessels include all vacuum vessels that are not or cannot be protected from pressurization exceeding 15 psig.
- Shielding Requirements. The type of component most likely to fail catastrophically in a vacuum system is a brittle component such as a viewport (window), glass bell jar, glass ion gauges, glass or plastic vessel, or glass or brittle plastic tubing. Component failure (e.g., failures caused by an inadvertent blow or a scratch by a hard sharp object) can produce sharp-edged shrapnel.
Protective barriers may be used to reduce the likelihood of injury to personnel and damage to equipment. Some common shielding strategies include one or a combination of the following:- Placing mechanical protective shielding around components such as glass or brittle plastic tubing and glass ion gauges
- Operating a system within a hood with the hood door down (size permitting)
- Operating the system behind or within a polycarbonate or metal shield
- Wearing personal protective equipment (PPE) such as safety glasses or a face shield
Glass viewports in Category III systems should be protected when not in use. A common strategy is to fasten a polycarbonate cover over the viewport. View ports in Category I and II systems may be protected with clip-on polycarbonate covers, if desired.
The view ports in vacuum vessels are to be treated as brittle materials and shielded from the operator or positioned away from the operator and others in the area. Any time the operator needs to look through an unshielded viewport under vacuum, safety glasses or a face shield must be worn. Operators must not look through unshielded viewports during backfilling or purging operations.
- Protecting a Vacuum System from Overpressurization. A common cause of catastrophic vacuum vessel or system failure, particularly if there are brittle components, is the inadvertent application of internal pressure beyond the design rating. Such pressure can occur as a result of one or more of the following:
- Failure of a valve or regulator that is connected to the backfill source.
- Pressure generated by a chemical reaction involving reactive gases.
- Pressure realized by the accidental connection of the exhaust port of a fore pump to the inlet of the vacuum system. The vacuum pump inlet and outlet should be labelled to avoid switched connections.
Components that can protect a vacuum system (i.e., one that must be purged or backfilled with a high pressure source capable of causing the system to exceed its MAWP) include the following: - A safety manifold
- Relief valves
- Rupture discs
A rupture disk (also referred to as a “burst disk”) may be incorporated into a vacuum system design to limit the internal pressure to less than 15 psig following any equipment failure. A rupture disk must be adequately sized for the credible identified failure mode and must be rated to fail at internal pressures of less than 15 psig. The rupture disk must be connected to the vacuum system and must not be isolated from the system by a valve.
“Vacuum-only” systems are not required to be equipped with relief devices as long as it can be demonstrated that it is impossible to over-pressurize the system by a credible failure scenario.
- Testing and Inspection. A vacuum vessel can pose a potential hazard to personnel and equipment from collapse, rupture due to backfill pressurization, or implosion due to a vacuum window failure. Prior to use, a visual inspection should be conducted to ensure that brittle components are in safe working condition. Refer to Appendix D, Table D-3: Pressure Relief Device Inspection Frequency.
Most vacuum systems are designed to tolerate limited external pressure and contain components that render an overpressure internal proof test inappropriate. Other means are necessary to document the safety of these systems, and the appropriate method must consider system type, system size (stored energy), system complexity, and associated hazards.
Work Process F. Cryogenic Systems
The most severe hazard associated with cryogens is the possible confinement of cryogenic liquid in a closed cryogenic system that is not designed for that purpose. Any system that contains valves or fittings designed to ensure that a cryogenic fluid does not make direct contact with the atmosphere is a closed system. All system components used for cryogenic fluids shall be selected and designed for such service, and use or application shall comply with the manufacturer’s design and specifications.
The pressure in a closed system increases as the contained cryogenic fluid evaporates. If the closed system is not specifically engineered to safely contain cryogenic liquid, pressure can accumulate in an uncontrolled manner as the cryogenic liquid evaporates. The volumetric expansion of cryogenic liquid to gas can cause the pressure build-up in a closed system to progress rapidly. In the absence of pressure relief devices, an explosion can occur.
- Requirements for Closed Cryogenic Systems. In addition to the general requirements in Work Process B that apply to all pressure vessels, cryogenic systems must have:
- Independent pressure relief devices for each component or segment of tubing that can be isolated by valves.
- Independent pressure relief for each closed space that is in contact with cryogenic temperatures (e.g., vacuum insulation spaces) because air may leak in, liquefy, and accumulate in these spaces.
- Relief valves that are rated for low temperature or provision for thermal isolation of relief valves to prevent ice formation. Ice accumulation will disable a relief valve. Design pressure for cryogenic vessels and piping shall be not less than 150 percent of maximum pressure relief.
- Air exclusion features for flammable cryogens and for cryogens capable of solidifying air.
- No pressurized components subject to low temperature embrittlement.
- Compatible shrink rates of materials.
- Adequate ventilation provisions in case of large-scale releases or continuous venting. See Chapter 29 Safe Handling of Cryogenic Liquids for detailed requirements pertaining to oxygen-deficiency monitoring.
- Equipment used at operating pressures exceeding 15 psig must be designed, constructed, and documented by the manufacturer, and must be operated and maintained per designer/manufacturer instructions.
- General Requirements for Cryogen Handling. See Chapter 29 Safe Handling of Cryogenic Liquids for additional information.
Work Process G. Training Requirements
| Required Training | Required for: |
|---|---|
| EHS Courses: Pressure Safety (EHS0171) Cryogen Safety (EHS0170) | THIS LIST NEEDS TO BE BULLETED All employees who use pressure systems Supervisors of employees who use pressure systems Designated Pressure Safety Engineers Responsible Users Responsible Designers Pressure System Installers Pressure Safety Subject Matter Contact and Cryogen Safety Subject Matter Expert |
| Additional training for High-Hazard Pressure Systems | In addition to the courses listed above, any on-the-job training, vendor/manufacturer training, or similar, as discussed during the course of a formal work authorization and agreed upon by the Pressure Safety Engineer (Engineering Division or Facilities Division, as applicable), the Responsible User (if applicable), and the Pressure Safety Subject Matter Contact. |
7.7 Source Requirements
Title 8, California Code of Regulations, (CCR) “Industrial Relations,” Division 1, “Department of Industrial Relations,” Chapter 4, “Division of Industrial Safety”
- Subchapter 1, “Unfired Pressure Vessel Safety Orders”
- Subchapter 2, “Boiler and Fired Pressure Vessel Safety Orders”
National Fire Protection Association (NFPA)
- NFPA 45-2015, Standard on Fire Protection for Laboratories Using Chemicals
- NFPA 51-2013, Standard for the Design and Installation of Oxygen–Fuel Gas Systems for Welding, Cutting, and Allied Processes
- NFPA 54-2012, National Fuel Gas Code
- NFPA 55-2013, Compressed Gases and Cryogenic Fluids Code
Title 10, Code of Federal Regulations, (CFR) Part 851, “Worker Safety and Health Program”, Appendix A, “Worker Safety and Health Functional Areas”, Section 4, “Pressure Safety”
7.8 Reference Documents
Title 29, CFR, “Labor”, Chapter 17, “Occupational Safety and Health Administration, Department of Labor”
- 8 CCR, Subchapter 7, General Industry Safety Orders (GISO)
- 8 CCR, Subchapter 4, Construction Safety Orders (CSO)
Title 49, CFR, “Transportation”, Subtitle B, “Other Regulations Relating to Transportation,” Chapter 1, “Pipeline and Hazardous Materials Safety Administration, Department of Transportation Subchapter C, “Hazardous Materials Regulations,”
- Part 173, “Shippers – General Requirements for Shipments and Packagings”
- Part 178, “Specifications for Packagings”
- Part 180, “Continuing Qualification and Maintenance of Packagings”
American National Standards Institute (ANSI)
- ANSI Z49.1-2012, “Safety in Welding, Cutting and Allied Processes”
American Petroleum Institute (API)
- API RP 520 Part I-2014, “Sizing, Selection, and Installation of Pressure-Relieving Devices in Refineries, Part I – Sizing and Selection”
- API RP 520 Part II-2003, “Sizing, Selection, and Installation of Pressure-Relieving Devices in Refineries, Part II – Installation”
- API Standard 620, “Design and Construction of Large, Welded, Low-pressure Storage Tanks”
American Society of Heating, Refrigerating and Air-Conditioning Engineers (ASHRAE)
- ASHRAE 15-2010, “Safety Standard for Refrigeration Systems”
ASME Standards
- ASME A13.1-2007, “Scheme for the Identification of Piping Systems”
Compressed Gas Association (CGA) Standards
- CGA S-1.1-2007, “Pressure Relief Device Standards Part 1 – Cylinders for Compressed Gases”
- CGA S-1.2-2005, “Pressure Relief Device Standards Part 2 – Cargo and Portable Tanks”
- CGA S-1.3-2008, “Pressure Relief Device Standards Part 3 – Stationary Storage Tanks”
- CGA C-6-2007, “Standards for Visual Inspection of Compressed Gas Cylinders”
- CGA C-7-2009, “Standard Method for Determining Cylinder Valve Outlet Connections for Industrial Gas Mixtures”
- CGA Pamphlet P-1-2015, “Safe Handling of Compressed Gases in Containers”
- CGA V-1-2013, “Compressed Gas Cylinder Valve Outlet and Inlet Connections”
- CGA V-7-2009, “Standard Method for Determining Cylinder Valve Outlet Connections for Industrial Gas Mixtures”
Expansion Joint Manufacture Association (EJMA)
- Standards of the Expansion Joint Manufacturer’s Association, Ninth Edition, 2007
National Board of Boiler and Pressure Vessel Inspectors
- NB 23-2013, National Board Inspection Code
Tubular Exchanger Manufacturers Association
- Standards of the Tubular Exchanger Manufacturers Association, Ninth Edition, 2007
Brookhaven National Laboratory
- BNL-81715-2008-IR, “Vacuum Systems Consensus Guideline for Department of Energy Accelerator Laboratories”
Lawrence Berkeley National Laboratory (LBNL)
- Chapter 13 Gas Safety
- Chapter 18 Lockout/Tagout
- Chapter 29 Safe Handling of Cryogenic Liquids
- Chapter 45 Chemical Hygiene and Safety Plan
- LBNL Facilities Division, SOP0008 Lock-out/Tag-out (LOTO) Operating Procedure
- LBNL Environmental Technologies Area, Safety Alert, Use of Ovens in Lab Areas
SLAC National Accelerator Laboratory
- SLAC-I-720-0A29Z-001-R023.4, Chapter 14, “Pressure Systems”
7.9 Appendices
Appendix A. Facility (“Conventional”) Pressure Systems
Appendix B. Design Criteria for Responsible Designers
Appendix C. Safety Notes
Appendix D. Pressure System Testing and Inspection
Appendix E. Calculation of Stored Energy Within a Pressurized Gas Vessel
Appendix F. Pressure System Routine Assembly/Disassembly/Adjustment Safety Procedures
Appendix G. Sealed Reactor Vessels for Chemical Synthesis and High-Temperature/Pressure Processing
Appendix H. Chemical Synthesis in Ordinary Glassware (No Pressure Rating)
Appendix I. Unrated Commercial Pressurized Systems
Appendix A. Facility (“Conventional”) Pressure Systems
Conventional pressure systems may only be designed, procured, installed, tested and/or maintained by qualified Facilities Division personnel.
The following information applies to conventional pressure systems and other facility-related pressure vessels and systems.
- General. The safety requirements for facility utility unfired or fired pressure vessels and boilers are defined earlier in this chapter and by the State of California Administrative Codes, as described below.
- Unfired Pressure Vessels
- Requirements for unfired pressure vessels are contained in:
Title 8, California Code of Regulations, (CCR) “Industrial Relations,” Division 1, “Department of Industrial Relations,” Chapter 4, “Division of Industrial Safety,” Subchapter 1: Unfired Pressure Vessel Safety Orders. - The Safety Orders of this subchapter of Title 8 establish minimum standards for the following:
- The design and construction of all unfired pressure vessels for Plant-Facility pressure systems
- The installation, operation (including issuance of permits), inspection, and repair of air-pressure tanks and liquefied petroleum gas (LPG) tanks
- The design, construction, repair, or alteration of storage tanks for liquefied natural gas (LNG) at 15 psig (0.10 MPa) or less
- The installation, use, and repair of anhydrous-ammonia tanks
- The design and construction of pressure vessels for storing and dispensing natural gas for motor fuel and of motor-fuel tanks installed on vehicles not licensed to travel on highways
- The installation, use, and repair of natural gas vessels and systems that are not a part of hazardous research equipment
- The Safety Orders of Title 8, Subchapter 1 are not applicable to the following:
- Pressure vessels that are under the jurisdiction and inspection of the United States Government that are specifically exempted by the Labor Code
- Pressure vessels, except for LNG tanks, that are subject to an internal or external pressure of not more than 15 psig (0.10 MPa) with no limitation on size, and vessels having an inside diameter less than 6 inches with no limitation on pressure. (However, such vessels must be designed and constructed in accordance with recognized standards, when applicable, or in accordance with good engineering practices concerning pressure-vessel design, with a safety factor of at least 4, and must be fitted with controls and safety devices necessary for safe operation.)
- Natural-gas vessels and installations subject to the jurisdiction and inspection of the California State Public Utilities Commission, Department of Transportation, or Highway Patrol; air-brake tanks installed on vehicles, including trucks, buses, trains, and streetcars, that are operated by any person, firm, or corporation subject to the jurisdiction and inspection of the Public Utilities Commission, the Department of Transportation, or the Highway Patrol.
- The following vessels must be constructed, inspected, and stamped in accordance with the appropriate American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code section:
- Air-pressure tanks
- LPG tanks
- Anhydrous-ammonia tanks
- All plant-facility pressure vessels
- LNG tanks for low-temperature storage at 15 psig (0.10 MPa) or less must be designed, constructed, inspected, and certified in accordance with American Petroleum Institute (API) Standard 620.
- LPG vaporizers with a volume greater than one U.S. gallon must be constructed in accordance with the State of California Boiler and Fired Pressure Vessel Safety Orders, Title 8, Subchapter 2.
- State of California Permits to Operate are required for LPG tanks and for air tanks larger than 0.04 m3 (1.5 ft3) within relief valves set to open above 150 psig (1 MPa).
- Requirements for unfired pressure vessels are contained in:
- Boilers and Fired Pressure Vessels
- Requirements for boilers and fired pressure vessels are contained in Title 8, California Code of Regulations, (CCR) “Industrial Relations,” Division 1, “Department of Industrial Relations,” Chapter 4, “Division of Industrial Safety,” Subchapter 2. Boiler and Fired Pressure Vessel Safety Orders.
- The Safety Orders of this subchapter of Title 8 establish minimum standards for the design, construction, installation, inspection, operation, and repair of:
- All power boilers, including nuclear power boilers,
- All low-pressure boilers and high-temperature water boilers, and
- Any other fired pressure vessels in California not specifically exempted from these Orders.
- These Safety Orders are not applicable to:
- Boilers and fired pressure vessels under the jurisdiction of and inspected by the United States Government,
- Boilers and fired pressure vessels used in household service, and
- Boilers used exclusively to operate highway vehicles, including automobiles.
- Design and Construction
- All new power boilers, high-temperature water boilers, and low-pressure boilers must be constructed, inspected, and stamped in full compliance with the ASME Boiler and Pressure Vessel Code.
- Pressure vessels not included in the scope of the ASME Boiler and Pressure Vessel Code must be designed and constructed according to good engineering practices with a safety factor of at least 4 to accommodate required pressures and temperatures. “Good engineering practices,” as defined in this chapter, encompass details of design and construction that are at least as safe as those required by the rules in the ASME Boiler and Pressure Vessel Code, including those rules covering shop inspection.
- State of California Permits to Operate are required on all boilers and fired pressure vessels except for:
- Low-pressure boilers
- Miniature boilers
- High-temperature water boilers
- Boilers, including forced-circulation boilers, in which none of the following is exceeded: 9.29 m2 (100 ft2) of heating surface, 0.41 m (16 in.) steam-drum inside diameter, 100 psig (0.7 MPa), 35-gallon normal water capacity, and 400,000-Btu/hr burner power input.
Appendix B. Design Criteria for Responsible Designers
The following criteria apply to all pressure systems designed at LBNL. They are intended to supplement required codes and standards and do not provide exemptions from more stringent code requirements. See Table B-1 for design specifications.
The information that follows is also of value as a reference for good pressure equipment management and maintenance.
- General.
- The maximum allowable working pressure (MAWP) must be stated on all pressure-system (and pressure-vessel) assembly drawings.
- All work on pressure equipment requiring a Safety Note must be performed by personnel who, through a combination of training, qualification and experience, are determined to be competent to perform work under the direction of a Responsible Designer and/or Responsible User.
- All systems must be securely fastened to resist seismic forces.
- Relief Devices. The following requirements apply:
- Pressure relief devices are required for all systems unless the supply pressure is inherently limited to less than the MAWP of the lowest rated component. Primary relief devices (relief valves or rupture disks) must be set at no more than the MAWP. Relief valves or rupture disks must vent to a safe location.
- Secondary or backup relief devices are encouraged. They may be set at a relief pressure up to a maximum of 120% of maximum operating pressure (MOP). The capacity of the pressure relief device must be calculated for systems containing pressure vessels and systems with potentially reactive contents. For pressure vessels, relief capacity must be sufficient to vent the contents of the vessel without exceeding 110% of MAWP under all conditions. For systems with potentially reactive contents, the pressure relief device must be capable of safely venting the contents of the vessel without exceeding 110% of MAWP when the contents undergo an exothermic reaction at the fastest possible rate.
- Valves should never be located between a relief device and the component it is installed to protect.
- When the pressure of an evacuated vacuum vessel is raised to the level of atmospheric pressure with a pressurized gas source, a relief device must be installed between the gas source and vacuum vessel to prevent excessive back-fill pressure.
- LBNL personnel are not permitted to set, seal, or stamp relief devices on utility water boilers, steam boilers, and compressed-air receivers that are under the jurisdiction of the State of California.
- Piping and Tubing. The following requirements apply. See also Chapter 13 Gas Safety.
- Piping shall be designed for a pressure greater than the maximum system pressure that could be developed under abnormal conditions.
- Use flexible non-metallic hose only when it is impractical to use rigid metal pipe or tubing. All pipe and tubing components must be rated for the intended application.
- Keep hose lengths as short as possible, protect them from mechanical damage, and anchor the ends to prevent whipping in case of hose or hose-fitting failure.
- Avoid sharp hose bends and do not bend hoses more sharply than recommended by the manufacturer.
- Replace or repair any hose showing leaks, burns, wear, or other defects.
- Do not use nonmetallic hose on flammable, toxic, and/or radioactive gas systems. (Gases tend to permeate nonmetallic hose.)
- Valves and Gauges.
- On liquefied-gas systems, ensure that all terminal-block (liquid-withdrawal) valves are rated above the vapor pressure of the liquid gas at 38°C (100°F) or that a properly set relief valve is permanently installed on the outlet side of each terminal-block valve.
- For gas systems, use gauges graduated to about twice the MAWP of the system; for liquid systems, use gauges graduated to at least the test pressure. This also provides appropriate sensitivity when setting the desired MOP and facilitates periodic calibration. Gauges must be capable of withstanding the operational and emergency temperatures of the system, and their material must be compatible with the system fluid.
- When a large pressure gauge (over 100 mm in face diameter) is used on a gas systems with a MAWP over 200 psig (1.4 MPa) or on a liquid system over 20,000 psig (140 MPa), it must have shatterproof face, solid front, and a blowout or generously vented case. If such a gauge is not installed, operators must be protected by a Lexan or equivalent safety shield securely mounted over the existing gauge face.
- Protect a gauge subject to pressure surges or cyclic pulses by installing a needle valve or orifice for damping.
- Ensure that there is no oil in gauges used on gas systems. This is important on oxygen systems because hydrocarbons and oxygen can combine explosively. Clean all gauges to be used on high-purity gas systems.
- Equip every flammable-gas drop or regulator-hose connection with a flash arrester or a check valve, a pressure gauge, and a shutoff valve. If the flammable gas is to be (or could be) cross-connected with oxygen or compressed air, a flash arrester must be installed in the flammable gas line and a check valve in the oxygen or compressed-air line.
- Equip all oxygen drops with a check valve. This applies to all single- and multiple-station installations and portable equipment.
- Pressure Vessel and Pressure System Inspection. The Responsible Designer must review newly completed pressure vessels and systems to ensure that they are free from manufacturing defects and/or shipping damage.
Table B-1. Engineering Design Specifications for Pressure Vessels in Pressure Range of 15 to 5,000 psig
| Category | Design Notes/Requirements | Safety Note Required? |
|---|---|---|
| General Specifications: Tubing/Piping/Gauges | ||
| Relief Devices | Indicated requirements of ES&H Manual Chapter 7 apply. | Contact the SMC1 |
| Pipe and Tubing | Indicated requirements of ES&H Manual Chapters 7 and 13 apply. | Contact the SMC1 |
| Piping for nonflammable fluid | Pressure Test to 1.5 times MAWP or 150 psig (1 MPa), whichever is greater. | Contact the SMC1 |
| Piping for non-flammable cryogenic fluid surrounded by a vacuum jacket | Test to 1.5 times maximum allowable differential working pressure. | Contact the SMC1 |
| Flexible nonmetallic hose | Not recommended. Requires a review by the Pressure Safety Engineer (Engineering Division or Facilities Division, as applicable) when recommended alternatives are not available. | Contact the SMC1 |
| Pressure gauges | The system maximum operating pressure should not exceed 50% – 75% of the full scale range of the gauge. | Contact the SMC1 |
| Safety-type gauges for gas systems | Use safety-type gauges when gauge is over 100 mm in diameter and graduated to over 200 psig. | Contact the SMC1 |
| Safety-type gauges for liquid systems | Use safety-type gauges when gauge is over 100 mm in diameter and graduated to over 20,000 psig. | Contact the SMC1 |
| Low-Hazard Pressure System Equipment | ||
| Air and inert gas systems | MAWP up to 150 psig | No |
| Inert liquid systems | MAWP up to 1,500 psig and stored energy <75,000 ft-lbs. | No |
| Utility systems: water, gas, butane, propane, and steam are to be designed to Facilities Division standards | MAWP up to 300 psig | Refer design to the Facilities Division |
| Compressed-gas cylinder manifolds – contact Facilities Division for assistance | Comply with ES&H Manual Chapter 13 | No |
| Manifolds on tube banks and tube trailers | Periodic retest required if rated at 3,000 psig | Yes if >3,000 psig. |
| Unmodified ASME pressure vessels that are ASME code stamped and operate with inert fluid | Low hazard when operating with less than 150 psig gas pressure, less than 1,500 psig liquid pressure, or less than 75,000 ft-lbs stored energy | No |
| Refrigeration systems that comply with ASME and Air Conditioning and Refrigeration Institute (ARI) codes | No | |
| Pressure vessels DOT stamped used to supply and transport fluids | Retest per Title 49, CFR, “Transportation,” Parts 100-199. | No |
| Air pressure tanks, LPG tanks, anhydrous-ammonia tanks, and fired steam boilers. Facilities Division inspects LBNL air pressure tanks and boilers. LBNL Procurement ensures that vendor-owned pressure equipment (tanks, receivers, etc.) are inspected in accordance with code. | Inspect in accordance with Unfired Pressure Vessel Safety Orders or Boiler and Fired Pressure Vessel Safety Orders of State of California. | Responsible User must notify Facilities Division before installing. |
| Unmodified commercially manufactured hydraulic systems (used on hydraulic presses, motorized vehicles, machine tools, and the like). | MAWP up to 5,075 psig. Inspected and maintained by Responsible User per manufacturer’s requirements. | No |
| High-Hazard Pressure System Equipment | ||
| Containing hazardous materials or pressures | Depending on application, must be reviewed by the Pressure Safety Engineer (Engineering or Facilities Division, as applicable) and the Pressure Safety SMC | Contact the SMC1 |
| Vessels and systems containing irritant, toxic, infectious, and/or radioactive fluids | Depending on application, must be reviewed by the Pressure Safety Engineer (Engineering or Facilities Division, as applicable) and the Pressure Safety SMC | Contact the SMC1 |
| Vessels and systems containing oxygen or flammable fluids | Must be hydrostatically tested to at least 150% (and as much as 200%) of MAWP or pneumatically tested to at least 125% of MAWP when safety considerations or research requirements do not permit a hydrostatic test. Any special temperature conditions or temperature cycles to which a vessel will be subjected while in use must be reproduced as closely as possible during testing. In addition, vessels may need to be inspected ultrasonically, or with a magnetic-particle test for surface cracks, or with a fluorescent-dye penetrant test. Must be reviewed by the Pressure Safety Engineer (Engineering or Facilities Division, as applicable), the Pressure Safety SMC, and the LBNL Fire Marshal (or designee). | Contact the SMC1 Dependent upon the source of pressure system components, the pressure system MAWP, and operating parameters, and the materials contained or created within the pressure system. |
| Vessels and systems operated at gas pressures equal to or greater than 150 psig or liquid pressures greater than or equal to 1,500 psig, or for systems that contain more than 75,000 foot-pounds of stored energy | Depending on application, must be reviewed by the Pressure Safety Engineer (Engineering or Facilities Division, as applicable) and the Pressure Safety SMC | Yes |
| Pressure vessel design | Pressure vessels within the scope of ASME codes must comply with the code except for Research Pressure Vessels approved by the Engineering Division’s Designated Pressure Safety Engineer | Yes |
| Pressure Vessel Containment (i.e., outer protective vessel enclosing a gas pressurized vessel containing hazardous fluids) | ||
| Containment vessel for a pressure vessel made of ductile material | Design for a safety factor of 4 to ultimate failure | Yes |
| Containment vessel for a pressure vessel made of brittle material | Design for a safety factor of 8 to ultimate failure, and capable of absorbing the kinetic energy released by a failure of the inner brittle vessel | Yes |
| Testing and Labeling | Pressure test to 1.5 times the maximum permissible equilibrium pressure Fix label showing working pressure and operating temperature ranges. The MAWP must be shown on all assembly drawings. | |
| 1Contact the Pressure Safety Subject Matter Contact (SMC) to determine the need for a Safety Note, as the requirement for one is dependent on the source of pressure system components, the pressure system MAWP, and operating parameters. | ||
Appendix C. Safety Notes
A Safety Note documents all the engineering calculations, tests, and other technical information associated with specific equipment or activities where one or more potential safety issues associated with operation of the equipment exists. A Safety Note addresses safety issues such as high pressure, vacuum, toxic materials, and it may apply to pressure systems:
- designed and/or built by LBNL, or
- assembled from a combination of LBNL designed and/or built components and commercially available components, or
- assembled from a combination of commercially available components that are used outside their normal specification.
A Safety Note is written to augment the work authorization process if the work authorization process is insufficient to document system safety.
A Safety Note is generally not required for unmodified commercial pressure systems operated and maintained entirely within the manufacturer’s specifications.
Safety Notes are maintained by LBNL’s Document Control Center in the Engineering Division. Safety Note development is a cooperative effort among the user/requester/designer and the Pressure Safety Engineer (Engineering or Facilities Division, as appropriate). For further information, contact the Engineering Division.
A Safety Note that pertains to pressure/vacuum systems addresses the following 8 topics.
- System Description
- What kind of vessel is it? What is its configuration? Its size?
- What will be its use?
- What are the vessel’s pressure ratings, Maximum Allowable Working Pressure (MAWP), and Maximum Operating Pressure (MOP)?
- Is it an ASME-coded vessel?
- What are its operating temperature and environment?
- Is the vessel DOT approved?
- Are there drawing numbers or sketches of the vessel you can cite?
- Where will the vessel be located?
- Who will be the responsible experimenter or user?
- From the above description, could a person find this vessel or system several years from now?
- Hazards
- What are the hazards in using this vessel?
- What is the stored energy (in gas-filled vessels)?
- Is a flammable, cryogenic, radioactive, toxic and/or corrosive material involved? Identify the material and the amount used in the equipment, etc.
- What happens if a loss of power, coolant, instrument, air, etc., occurs?
- What can be done to eliminate or lessen the hazards, e.g., hoods, barricades, protective clothing, design, special operating procedures?
- Calculations
- What are the design specifications of the vessel?
- What are the material specifications?
- Are materials certifications required?
- Include calculations for the MAWP (see ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, UG-98).
- Where applicable, show calculations for parameters such as:
- Weld shear stress
- Tensile stress on bolts, plates, etc.
- Hoop stress
- Thread shear
- Safety factors
- All components rated at or above MAWP do not require calculations.
- Cite manufacturers’ ratings, stores-catalog ratings, and identifications.
- Show calculations for barricades or shields, if used.
- Pressure Testing
All pressure testing requires a procedure. This section is used to write the test procedure. It may specify barricade requirements, test sequence, test pressure, test fluid, test temperature, hold time, and acceptance leak rate. Actual test procedures and results must be attached.
a. Is a retest procedure required?
b. Is it different from the original procedure?
c. Should the frequency of inspection or retest be specified?
Note: Pressure testing is typically performed to establish or confirm the pressure capacity of a vessel and is performed without causing damage (i.e., it is non-destructive). In those cases, the design of the vessel and the materials of construction are such that a MAWP can be established, with the pressure test confirming the integrity of the pressure vessel to an established point above the desired MAWP. There are, however, circumstances where the design of a pressure vessel involves a unique material and/or configuration that cannot be modeled. In such cases, destructive testing of one or more vessels is required to establish the failure point. Destructive testing requires special protocols and precautions. Consult with the Pressure Safety SMC for guidance regarding destructive pressure vessel testing
- Labeling
See Appendix D, Pressure System Inspection and Testing, Figure D-2 for an example of the label that must be affixed to equipment designed by LBNL. - Associated Procedures
In general, procedures for using the pressure system are not integral to the Safety Note, but they are integral to the work authorization and are usually included as part of that process. - References
List the references cited in the Safety Note. - Signature Authority and Distribution
A Safety Note is approved by the experiment’s Principal Investigator (or the author’s work lead or supervisor), Pressure Safety SMC, and the Pressure Safety Engineer (Engineering or Facilities Division, as applicable). Distribution is accomplished by the work authorization process.
Appendix D. Pressure System Testing and Inspection
- General Requirements. Pressure system inspection and testing must be performed periodically to ensure the safety, reliability, and leak tightness of pressure vessels, pressure systems, and/or system components.
- Pressure vessel and pressure system inspection is a visual activity that may be conducted by a Responsible User individually or with the assistance of a Qualified Technician. (A recommended form to document visual inspections is provided in Figure D-3.)
- Pressure vessel and pressure system testing involves a specific mechanical challenge of the integrity of the pressure vessel and/or system components. The two methods are: 1) hydrostatic testing – the preferred method – uses water as the test medium; 2) pneumatic testing uses air, nitrogen, or other non-flammable/non-toxic gas as the test medium.
- If, through either inspection or testing, a significant change is detected in the condition of the equipment – including but not limited to corrosion, cracks, distortion, scale formation, or chemical attack, or any weakening of the closure, or any inability of the equipment to maintain pressure – condition(s) shall be documented and the equipment must be removed from service immediately. Such equipment may only be returned to service if approved by a Qualified Technician and the Pressure Safety Engineer (Engineering or Facilities Division, as applicable).
- Any pressure equipment that is found to be degraded shall be discarded or de-rated. Derating requires a formal engineering evaluation.
- All pressurized systems (e.g., pneumatic and hydraulic) contain active or stored energy and can present a risk of injury or equipment damage in the event of unintended de-pressurization or re-pressurization during assembly, disassembly, adjustment or other maintenance of system components in the absence of appropriate safety precautions. Refer to Appendix F, Pressure System Routine Assembly/Disassembly/Adjustment Safety Procedures for information regarding safety precautions that must be taken during pressure system inspection, testing, and maintenance.
- An initial pressure test is required for any new pressure system before use. For commercial pressure systems, the vendor performs the initial pressure test and provides a record of results (see Appendix I, Unrated Commercial Pressurized Systems for information regarding exceptions). For pressure systems designed and fabricated at LBNL, an initial pressure test may be conducted internally or by a vendor.
- Existing pressure systems (i.e., those custom-designed or purchased from a vendor) must be re-tested per the frequency determined by the Responsible Designer or the manufacturer. Any rated pressure system that is repaired or altered must be re-tested.
Commercial pressure systems (research/scientific or conventional) must, when practical, be returned to the original manufacturer for testing per the manufacturer’s recommended frequency. Alternatively, a vendor authorized by the original manufacturer may perform testing. Exceptions may be granted by the Pressure Safety Engineer (Engineering or Facilities Division, as applicable).
When re-testing of an existing pressure system becomes due, the Responsible Designer or Responsible User should contact the Pressure Safety SMC to discuss available testing options and resources. The Pressure Safety SMC is responsible for making inquiries regarding the tester’s credentials (Lab internal or vendor) to ensure they are qualified to perform the required testing or re-certification of the pressure vessel or components.
- Pressure Vessel and Pressure System Testing: General
- A summary of established pressure vessel and pressure system testing parameters is given in Tables D-1 and D-2.
- Tests of pressure systems and components designed and built at LBNL will be completed in the presence of the Responsible Designer and, as applicable, the Engineering Division Designated Pressure Safety Engineer or the Facilities Division Designated Pressure Safety Engineer. The “Pressure Test Results Record” form (Figure D-1) must be completed to document the pressure system testing process and results. (Note: In some cases a vendor performs the test and may use an equivalent form.) If the pressure test is successful, an “LBNL Pressure Tested” label (See Figure D-2) must be attached to the vessel or system.
- In those cases where a pressure system is fabricated per LBNL design by an outside vendor, initial pressure testing must be performed by the vendor or designated representative and, when practical, witnessed and documented by the Responsible Designer.
- Tests of commercially-available pressure vessels and pressure systems may be documented using equivalent test records.
- Pressure vessel and pressure system test records for equipment designed and built at or for LBNL must be maintained for the life of the vessel by the Engineering Division (for research/science pressure systems) or the Facilities Division (for conventional pressure systems). Where a Safety Note is required, it must be maintained at the LBNL Engineering Document Control Center. Test records for commercially-available systems must be maintained locally by the Responsible User.
- Pressure Vessel Testing: Specific. Pressure vessels must be tested using an inert fluid in accordance with the rules in this section.
- Pressure vessels for low-hazard inert systems to be operated with nonflammable, nontoxic, and nonradioactive fluids.
- These vessels must be hydrostatically tested (using water or other inert liquid) to 150% of MAWP. They may also be pneumatically tested (using nitrogen or any non-flammable/non-toxic gas) to 125% of MAWP when safety considerations or research requirements do not permit a hydrostatic test.
- Hydrostatic testing is preferred. Refer to Tables D-1 and D-2 for specific guidance on hydrostatic and pneumatic testing. Any special temperature conditions or temperature cycles to which these vessels will be subjected to in use must be reproduced as closely as possible during testing.
- Pressure vessels for high-hazard reactive systems operated with oxygen or flammable, toxic, and/or radioactive fluids.
- These vessels must be hydrostatically tested to at least 150% (and as much as 200%) of MAWP or pneumatically tested to at least 125% of MAWP when safety considerations or research requirements do not permit a hydrostatic test. Any special temperature conditions or temperature cycles to which a vessel will be subjected while in use must be reproduced as closely as possible during testing. In addition, vessels may need to be inspected ultrasonically, or with a magnetic-particle test for surface cracks, or with a fluorescent-dye penetrant test.
- During tests of pressure vessels in which the yield strengths of the construction materials are approached, strain-gauge measurements must be made at high-stress locations. Diameter measurements accurate to within ±0.025 mm (±0.001 inch) must also be taken both before and after testing to determine whether detectable plastic yielding has occurred during pressurization.
- When the strength of the vessel is questionable (old or unknown design), strain-gauge measurements must be made during testing, and diameter measurements must be taken before and after testing. In this case, the MAWP for ASME-coded pressure vessels made of the acceptable ductile materials listed in the code must not exceed 0.4 times the test pressure and must comply with ASME Boiler and Pressure Vessel Code, Division 1, UG-101, Proof Test to Establish MAWP.
- Pressure vessels for low-hazard inert systems to be operated with nonflammable, nontoxic, and nonradioactive fluids.
- Pressure System Testing: Specific
- Inert-substance (low-hazard) pressure systems operating with nonhazardous liquids, inert gases, or compressed air. These pressure systems must be tested hydrostatically (preferred), using water or an inert fluid, to at least 150% of MAWP or pneumatically using nitrogen or inert gas to at least 125% of MAWP.
- Reactive-substance (high-hazard) pressure systems operating with oxygen or with flammable, toxic, and/or radioactive fluids. These pressure systems may be tested to 150% of MAWP using water or an inert liquid (preferred) or nitrogen or inert gas to at least 125% of MAWP.
- Pressure Relief Device Inspection.
- Pressure relief devices (e.g., safety valves, pressure relief valves, and rupture/burst disks) are critical safety components in every pressure system.
- An inspection of pressure relief devices must be conducted periodically to verify (1) proper selection, (2) general physical condition, (3) compatibility with corrosive/reactive/flammable fluids, (4) proper pressure rating for the operating pressures selected, and (5) proper installation to ensure that the device(s) will function as intended to prevent pressure system overpressurization.
- The inspection frequencies shown in Table D-3 are minimum requirements. More frequent inspection is recommended, particularly as pressure system components are periodically adjusted and/or system parameters are modified.
- Pressure System Component Leak Testing.
- Pressure system components must be leak checked after successful pressure testing and periodically thereafter, as warranted by continuing operating demands, reconfiguration, or system maintenance. As a guideline, a pressure vessel or pressure system may be leak tested at the MOP. Preliminary leak testing of non-pressure-tested or non-documented pressure vessels or systems must be limited to a maximum of 20% of the test pressure (or proposed test pressure).
- Pressure system leak checking may be performed by one or a combination of the following methods:
- Using an electronic detection instrument such as a hydrogen “sniffer”, photoionization detector, or gas-specific monitor to pinpoint a leak in the pressure system.
- Using a static pressure test to determine whether the system is able to hold a set pressure over time. This test uses a pressure gauge, which could either be a component of the pressure system or be connected during the leak test.
- Using soap solution to locate points of leakage.
- Of particular concern is the potential for exposure to toxic or flammable gases (or liquids) during leak testing. If the process of leak checking may expose personnel to toxic and/or flammable gas, an EHS Research Support Team member and/or the LBNL Fire Marshal should be contacted for assistance. It is the responsibility of the Responsible User to assure that all pressure system components are leak-free prior to introducing toxic or flammable gas to the system.
- Pressure System Repairs
- If a leak is detected during a pressure test of a pressure vessel or pressure system and it is decided to locate the leak before completing the test, the pressure must be reduced to no more than one-half of the immediately preceding test pressure while the leak is being located.
- A system or vessel must not be repaired while it is pressurized unless specifically authorized and witnessed by (1) the LBNL Fire Marshal and (2) the Engineering Division Designated Pressure Safety Engineer or the Facilities Division Designated Pressure Safety Engineer, as applicable. For pressure systems designed by LBNL, the Responsible Designer must authorize and also witness the repairs.
Table D-1. Test Pressures for New Pressure Vessel and Piping Systems
| System | Code | Hydrostatic | Pneumatic |
|---|---|---|---|
| Power Boilers | ASME1 Section I | 150% of MAWP | Not Permitted |
| Heating Boilers | ASME Section IV | 150% of MAWP | Not Permitted |
| Pressure Vessels | ASME Section VIII Division 1 Division 2 | 130% of MAWP 143% of MAWP | 110% of MAWP 115% of MAWP |
| Power Piping | ASME Section B31.1 | 150% of Design Pressure | 120% of Design Pressure |
| Process Piping | ASME Section B31.3 | 150% of Design Pressure | 110% of Design Pressure |
| Building Services Piping | ASME Section B31.9 | 150% of Design Pressure | 125% of Design Pressure |
Table D-2. Test Pressures for Existing Pressure Vessel and Piping Systems
| System | Code | Hydrostatic | Pneumatic |
|---|---|---|---|
| Inspection | NBIC1 | 90% of safety valve setting | Agreement between owner and inspector |
| Alteration | NBIC | 150% of MAWP | According to original code of construction |
| Repair | NBIC | 150% of MAWP | Minimum pressure required to verify leak tightness |
Table D-3: Pressure Relief Device Inspection Frequency
| Pressure Relief Device Application | Inspection Frequency(years) |
|---|---|
| Pressure Vessel (corrosive service) | 2 |
| Pressure Vessel (non-corrosive service) | 3 |
| Heating Boiler | 3 |
| Vacuum Vessel | 5 |
Figure D-1. Pressure Test Results Record Form
Lawrence Berkeley National Laboratory, (page 1 of 3)
A record of pressure vessel/system pressure test results must be completed by the persons performing the test. This form is required for all testing conducted at LBNL. If a vendor conducts pressure testing, an equivalent form is acceptable. The completed form must be maintained as follows:
- For research/science systems, add the completed form to the safety note.
- For conventional systems, submit the completed form to the LBNL Facilities Division for permanent record keeping.
Test Identification
Pressure Test Plan developed by: ________________________________________________
Pressure Test Plan date: ________________________________________________
Pressure System ID (if applicable): ________________________________________________
Safety Note ID (if applicable): ________________________________________________
System Description (provide supplementary information on separate sheet(s) if needed)
Test Procedures (provide supplementary information on separate sheet(s) if needed)
Test Parameters
Type of test: □ Hydrostatic □ Pneumatic
Required test pressure: ______________________________________________________
Test fluid: ______________________________________________________
Test fluid temperature: ______________________________________________________
Test starting time: ______________________________________________________
Test ending time: ______________________________________________________
Test duration (start/end): ______________________________________________________
Actual holding time: ______________________________________________________
Lawrence Berkeley National Laboratory, (page 2 of 3)
PRESSURE TEST RESULTS RECORD
Test Equipment – Pressure Gauge
Type: ____________________________________________________________
Pressure range: ____________________________________________________________
Calibration date: ____________________________________________________________
Actual test pressure: ____________________________________________________________
Environmental Controls
Exclusion zone for safety of people: __________________________________________
Test area controls (barricades, signage, etc.): __________________________________________
Test fluid disposal method: __________________________________________
Results
Inspection: □ Satisfactory □ Unsatisfactory (see remarks)
Pressure test: □ Satisfactory □ Unsatisfactory (see remarks)
If the inspection and pressure test are satisfactory, affix a completed “LBNL Pressure Tested” label to the tested vessel. Complete the “Mandatory” section that follows.
Remarks:
Lawrence Berkeley National Laboratory, (page 3 of 3)
PRESSURE TEST RESULTS RECORD
Mandatory
Qualified Technician: ___________________________________ Date: ______________
□ LBNL Engineering Division □ LBNL Facilities Division □ Vendor: __________________
Title and qualifications:
Designated Pressure Safety Engineer: _______________________________ Date: ____________
□ LBNL Engineering Division □ LBNL Facilities Division □ Vendor: _________________
Title and qualifications:
Responsible Designer (if appl): ____________________________________ Date: ____________
□ LBNL Engineering Division □ LBNL Facilities Division □ Vendor: _________________
Title and qualifications:
Other person witnessing test: ____________________________________ Date: _____________
□ LBNL Engineering Division □ LBNL Facilities Division □ Other: __________________
Figure D-2. LBNL Pressure Tested Label
- Pressure System Modifications
- For pressure systems designed, fabricated and tested by LBNL, any modification must be approved by the Responsible Designer and recorded in a revision to (1) the applicable engineering drawing, (2) the Safety Note (if applicable), and (3) the formal work authorization (if applicable). The initial pressure test must be successfully repeated before any further use of the modified vessel or system. Note: Repair or replacement with an exact duplicate of existing components is not considered a modification.
- If a commercial ASME-coded vessel is modified in any way, the code stamping must be obliterated, and the Pressure Safety Engineer (Engineering or Facilities Division, as applicable) must be notified to inspect the vessel and determine whether it can remain in use.
- When commercial pressure system equipment is modified for use at a pressure below the original design pressure, all modifications (e.g., use of fewer bolts in flanged joints) must be approved by the Pressure Safety Engineer (Engineering or Facilities Division, as applicable). The reduced working pressure and the number of bolts or other supports required must be clearly marked on the equipment. If high-strength bolts or other special bolts are required, this must also be clearly marked on the equipment near the bolt holes.
- Instructions and precautions for operation of the modified equipment must be communicated to all concerned personnel. For research/science pressure equipment, documentation must be revised and maintained by the Engineering Division. For conventional pressure systems, documentation must be revised and maintained by the Facilities Division. Formal work authorization documents must be revised, as applicable.
- Re-inspection and Re-testing
- All High-Hazard Pressure System equipment must be periodically re-inspected and retested.
- Re-inspection and re-testing of conventional pressure systems must be witnessed by the Facilities Division Designated Pressure Safety Engineer (in cases where the pressure system is not re-inspected or tested by the manufacturer or approved vendor).
- Re-inspection and re-testing of research/science pressure system must be witnessed by the Engineering Division Designated Pressure Safety Engineer (in cases where the pressure system is not re-inspected or tested by the manufacturer or approved vendor).
- Pressure test results must be certified and recorded on the LBNL Pressure Test Results Record Form (Figure D-1) – or equivalent form if testing is conducted by a vendor – and filed with the initial pressure test records provided by the testing entity.
- An LBNL Pressure Tested Label (Figure D-2) must be affixed on the vessel or system once re-testing has been successfully concluded. If a vendor performs the re-inspection and/or re-testing, an equivalent label may be used to document testing results.
- In-Place Pressure Testing
- If it is impractical to move the vessel or system to a central location at LBNL or some other approved location, the pressure test may be conducted in place.
- The Responsible User of the pressure equipment must be present during in-place testing. Although other individuals may be designated to observe and direct testing or retesting, the Responsible User is responsible for ensuring that testing is conducted safely.
- For pressure systems designed, fabricated, and tested by LBNL, the Responsible Designer of the pressure equipment must prepare the required test procedure, direct the test personnel, and – along with the Pressure Safety Engineer (Engineering or Facilities Division, as applicable) – witness in-place pressure testing of pressure vessels and systems.
- Pressure test results must be certified and recorded on the LBNL Pressure Test Results Record Form (Figure D-1) and filed with the initial pressure test records provided by the testing entity.
- An LBNL Pressure Tested Label (Figure D-2) must be affixed on the vessel or system once re-testing has been successfully concluded.
- Test Procedures
- A written test procedure must be prepared for every High-Hazard Pressure System test conducted.
- Procedures for in-place testing of commercial High-Hazard Pressure System vessels and components must be approved and witnessed by the Pressure Safety Engineer (Engineering or Facilities Division, as applicable).
- When conventional pressure system testing is planned in a LBNL facility, the Building Manager and/or Area Supervisor(s) must be advised. The Pressure Safety SMC must be notified if toxic and/or radioactive material is involved.
- All pressure tests of pressure systems designed, fabricated, and tested by LBNL must be developed and prescribed by the Responsible Designer, conducted by a competent Facilities technician, and observed by the Pressure Safety Engineer (Engineering Division or Facilities Division, as appropriate).
- Precautions
- For in-place testing with liquids, all air must be carefully removed from both the testing system and the equipment to be tested. This is because compressed air will expand violently in case of vessel failure. Spongy action of pumping equipment usually indicates the presence of trapped air.
- Pressure testing with a gas is far more hazardous than testing with a liquid. Therefore, tests must be conducted with liquids whenever practical. Hydrostatic testing is always the preferred testing method.
- Before testing, barricade the equipment being tested, shield the controls and operators, and evacuate all unauthorized personnel from the test area. Signs reading “Danger — High-Pressure Test in Progress — Keep Out” must be posted at all approaches to the test area.
- Pressure System Inspection Checklist
As a best practice, and between formal re-inspection and re-testing of equipment, Responsible Users are encouraged to visually inspect pressure vessels and/or pressure systems on a routine basis, preferably prior to pressurization cycles. Figure D-3 provides a Pressure System Inspection Checklist for this purpose. When completed, the form should be maintained as a record at the site where the pressure system is located.
Figure D-3. PRESSURE SYSTEM INSPECTION CHECKLIST
Lawrence Berkeley National Laboratory
This non-mandatory Checklist is provided to guide and document visual inspection of pressure vessels and/or pressure systems. When completed, the form should be maintained as a record at the site where the pressure system is located.
General Information
Date: _______________ Building ______________ Room ________________
Identifying information (e.g. ID number, description):
Equipment Inspected: □ Pressure Vessel □ Pressure System □ Other
Vessel/system status: □ In use □ Not in use □ In process of commissioning
Inspection Details Key: □ Satisfactory (Sat) □ Unsatisfactory (Unsat) □ Not applicable (N/A)
□ Sat □ Unsat □ N/A General appearance of vessel and/or system
□ Sat □ Unsat □ N/A Relief device setting
□ Sat □ Unsat □ N/A Relief devices seals
□ Sat □ Unsat □ N/A Relief devices venting direction
□ Sat □ Unsat □ N/A Tightness/sealing of fittings
□ Sat □ Unsat □ N/A Rating of all replaced/added fittings, gauges, valves, piping
□ Sat □ Unsat □ N/A Stability/security of equipment.
□ Sat □ Unsat □ N/A Condition of valve packing nuts (tight and locked)
□ Sat □ Unsat □ N/A Condition re: oil or gas (especially oxygen) in system
□ Sat □ Unsat □ N/A Condition of system exterior (strain, damage, corrosion, etc.)
□ Sat □ Unsat □ N/A Condition of system interior (strain, damage, corrosion, etc.)
□ Sat □ Unsat □ N/A Condition of lined-vessel path (obstructed/unobstructed)
□ Sat □ Unsat □ N/A Condition of vessel or system seals
Pressure vessel and/or pressure system safe for continued operation?
□ YES □ NO
Note: If the system is unsafe for continued operation, immediately take it out of service and contact the EHS SMC.
General Comments (on reverse)
Inspected by: ____________________________________________ Date: ____________
Responsible User: ____________________________________________ Date: ____________
Appendix E. Calculation of Stored Energy within a Pressurized Gas Vessel
The following information is useful in calculating the stored energy of a pressure system.
When a gas is compressed, it stores energy. If the stored energy (U) is released in an uncontrolled manner, it may cause serious injury and/or damage. Stored energies in excess of 75,000 foot-pounds (~101 kilojoules (kJ)) are considered high hazard.
Variables:
Vh = the volume of the vessel.
Ph = the absolute pressure of the vessel.
Pl = the absolute pressure to which the vessel would drop if it burst. Generally this would be one atmosphere (14.696 psi or 101,325 N/m2).
γ = the adiabatic exponent or ratio of specific heats, Cp/Cv. The value is 1.666 for monatomic gases such as argon and helium; 1.4 for diatomic gases such as nitrogen, oxygen, hydrogen, and air; and variable for polyatomic gasses such as methane, water, and carbon dioxide, but generally very nearly 1.3.
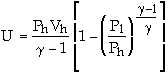
Note that the bracketed value is dimensionless but that Ph Vh is not. Therefore, the length units used in Ph and Vh must match.
Example:
The gas is air (γ = 1.4)
Vh = 1.0 cubic meter
Ph = 1,100,000 N/m2
Pl = 101,352 N/m2

One N-m is equivalent to one joule, so the stored energy is 1.4 megajoules (MJ). This is the equivalent of a little over one million foot-pounds. In this case, the pressure system would be classified as a High-Hazard Pressure System and require a formal work authorization.
Click on the Stored Energy Calculator to calculate stored energy in a system.
Appendix F. Pressure System Routine Assembly/Disassembly/Adjustment Safety Procedures
All pressurized systems (e.g., pneumatic and hydraulic) contain active (kinetic) or stored (potential) energy and can present a risk of injury or equipment damage in the event of unintended de-pressurization or re-pressurization during assembly, disassembly, adjustment or other maintenance of system components in the absence of appropriate safety precautions. This can be in the form of direct bodily injury caused by contact with escaping fluid or indirect injury from contact with a loose part flying off and hitting a person.
Where pressure control valves (i.e., those that provide pressure control to the system, including one or more primary energy source control valves and regulators) are relied upon to prevent injury from unintended re-introduction of hazardous energy from or into pressurized system components during set-up and maintenance, a formal lockout/tagout (LOTO) process may be required.
For research pressure systems, the threshold for implementing LOTO procedures is 75,000 Ft-lbs of stored energy. Research pressure systems are highly variable in design, purpose, and component sensitivity, so this threshold is not absolute in terms of determining whether LOTO procedures will be required or recommended.
Note: Conventional pressure system LOTO is performed per Facilities procedures.
In general, pressurized systems can be effectively placed in a safe work condition by (1) isolating and/or de-energizing the pressure source(s), (2) relieving pressure in all isolated components or sections, and (3) securing and (in certain cases) applying LOTO to the system to prevent unexpected pressurization. However, systems should be evaluated on a case-by-case basis to determine LOTO requirements (Simple or Complex). A number of factors must be taken into consideration, including but not limited to the (1) magnitude of stored energy available (as a function of both pressure and available volume), (2) complexity of the fluid distribution system, (3) type of work expected to be performed (if any) while other parts of the system remain under pressure, and (4) likelihood of serious injury or fatality in the event of an unexpected discharge.
Note: A Complex LOTO Procedure may be required to address the presence of other hazardous energy sources (such as electrical or mechanical), or hazardous materials (such as toxic or flammable gases).
- General Safety Precautions (all pressurized systems)
Note: Changing out pressurized gas cylinders does not require LOTO procedures.- Confirm that the primary control device (e.g., the main mechanical valve at the pressure source) is closed, deactivated, or otherwise disabled.
Note: Since pressure control valves can leak over time, the user should confirm that they are functioning properly. If used to isolate a segment or component of an otherwise pressurized system, a leaking control valve could result in the isolated segment or component being inadvertently restored to operating pressure. - Lock out the primary control device(s), if required.
Note: Due to the wide variety of pressure system configurations, sources and operating parameters, LOTO requirement(s) for a given system must be evaluated on a case-by-case basis. If it is determined that a formal LOTO procedure is required, a written LOTO procedure must be prepared and implemented. - Identify remaining sources and locations of stored energy in the system.
- Release (dissipate) stored energy from all system components. If hazardous gas(es) or vapors will be released, such release must be directed into a fume hood or other local exhaust ventilation source.
- Conduct and complete assembly, disassembly, or maintenance work.
- When assembly, disassembly or maintenance work is concluded, confirm the integrity of system components and connections. If applied, remove the lockout from the primary control devices(s), carefully restore system pressure, and conduct final confirmation integrity of components.
- Verify that piping/tubing is clearly labeled with the name of the material being transported.
- Complete the requirements for the LOTO procedure, as required.
- Confirm that the primary control device (e.g., the main mechanical valve at the pressure source) is closed, deactivated, or otherwise disabled.
- Research Pressure Systems
Research pressure systems are used in a wide variety of configurations and are typically contained within a relatively small stand-alone apparatus or local multi-component system. As with conventional utility systems, they may contain multiple components and points where potentially hazardous energy may be stored or introduced.
Although the entire system may be completely visible and at all times under the care, custody, and control of the person(s) using the system (e.g., a system connected to a gas bottle or other pressure source where the distribution tubing system is entirely contained within one room), these factors do not dismiss the operator from determining whether a formal LOTO is required.
If unsure about LOTO requirements, contact the Pressure Safety SMC for further information regarding interpretation and application.
Irrespective of LOTO classification, equipment must be secured and system pressure relieved prior to assembly, disassembly, and/or adjustment of system components. - Conventional (Utility) Pressure Systems
The Facilities Division follows specific LOTO procedures during maintenance and repair of pressurized building utility systems. Only qualified Facilities personnel are permitted to work on conventional pressure systems. For further information, refer to Chapter 18 Lockout/Tagout.
Appendix G. Sealed Reactor Vessels for Chemical Synthesis and High-Temperature/Pressure Processing
Note: This section is not intended to cover chemical synthesis operations in ordinary glassware (not rated or used for high pressure). See Appendix H, Chemical Synthesis in Ordinary Glassware (No Pressure Rating) for further information.
Sealed reactor vessels (also referred to as bombs, heated pressure vessels, hydrothermal reactors, Parr reactors, and pressure reactors) are commonly used in laboratories where experimentation requires a pressurized environment. They are most commonly constructed of stainless steel (usually with a polymer liner, such as Teflon©) or highly specialized glassware designed for elevated pressure. Their construction and potential for overpressurization mandate care, training, and a clear understanding of operating requirements on the part of users. Sealed reactor vessels must carry an ASME stamp or be approved by the Engineering Division Pressure Safety Engineer or the Pressure Safety SMC prior to use, regardless of the expected operating pressure. With the exception of reactor vessels designed and fabricated by the Engineering Division, “home-made” vessels may not under any circumstance be used at LBNL.
Pressure relief devices are required on sealed reactor vessels.
- General Safety Precautions
The following general safety precautions must be observed when planning to use a sealed reactor vessel:- Ensure that the chemistry and potential side reactions of the intended work are fully understood. This includes calculating the expected maximum pressure generated during the experiment.
- Confirm decomposition temperatures and boiling points of all components. Know what products and by-products will be formed.
- Calculate expected pressures, taking into account gaseous reaction products.
- Double check calculations with your supervisor or another person with experience in hydrothermal synthesis.
- Consider whether the reaction is exothermic. This may cause the temperature and pressure to rise above the intended set points.
- Low boiling solvents such as alcohols should be used with caution, as they will produce higher pressures.
- Organic compounds can decompose to form gaseous products, especially under acidic conditions. Strictly limit the amount of organic material in the vessel to that recommended by the manufacturer.
- Consult with the manufacturer to acquire safety design/engineering supporting information.
- Review the manufacturer-supplied operating manuals and specifications.
- Review actual operation of the equipment under controlled conditions.
- Review local or on-the-job training procedures.
- Select a sealed reactor vessel having the capacity, pressure rating, corrosion resistance, and design features that will support the intended application.
- The ability to select and control the operating temperature of ovens is critical. Precautions when using operating ovens in lab areas include:
- Inspect the oven prior to each use and ensure it is in good operating condition. Check the cord and outlet for any damage. Ensure any temperature sensing devices are properly installed and will turn off power in the event of overheating.
- If the oven is not operating within normal operating parameters, it must be taken out of service and not used until repairs are made. Unplug and place “Defective Equipment” tags on the plug and oven door to prevent use.
- Regularly check oven calibration to ensure the temperature display or setting is accurate. This is normally performed with a thermometer. Never use a mercury thermometer. In cases where it is not possible to perform a calibration, consult with the manufacturer.
- Use the correct oven for the work intended. Consider the maximum temperature needed and the temperature range of the oven. Do not use an oven that will significantly exceed the maximum safe working temperature.
- Ensure that the oven is set to the proper temperature required for the experiment. This includes the high temperature shut-off set point. Unattended heating operations shall use equipment that is provided with override control and automatic shutdown to prevent system failure that could result in a fire or explosion.
- Do not heat closed containers unless using specifically authorized equipment that includes an approved pressure relief device. This will be identified in an approved Work Activity.
- The oven should remain clean and free of chemical spills and residues.
- Heating equipment shall be located a safe distance from areas where temperature-sensitive and flammable materials or compressed gases are handled.
- Do not use materials in the oven that are flammable or can create flammable vapors. This presents a fire or explosion hazard.
- Use of plastics in ovens must be avoided due to the possibility of melting. Many plastics have melting points within the range of a drying oven. If plastic melts, it can cause a fire.
- Ensure that the heating process will not create any hazardous vapors or fumes. If there is a possibility of generating fumes, the oven must be connected to an approved ventilation system.
- Do not store combustible materials such as plastics, paper, and cardboard on top, under, behind, or next to ovens. Store flammable liquids and combustible materials away from hot surfaces.
- No residential or household types of ovens or microwaves are permitted for use in laboratory areas. All ovens must be approved by a Nationally Recognized Testing Laboratory (NRTL) and have a green LBNL electrical approval sticker affixed.
- All personnel who operate ovens in the laboratory areas must be familiar in their operation. This includes on the job training on oven set-up, limitations, and precautions for preventing fires, over pressurization, and hazardous fumes.
- Always have a pair of hot gloves available near the oven for protection from hot surfaces. Hot glass looks just like cold glass. Do not test temperatures with fingers. Always wear BOTH hot gloves as a precaution.
- Open hot ovens with care. Stand to one side when opening the door to avoid high temperature.
- Install and operate the sealed reactor vessel within or behind a suitable barrier.
- Ensure that a suitable pressure relief device is installed. Some sealed reactor vessels – even those available from reputable manufacturers – can be ordered without a pressure relief device, and the hazards and controls related to such a configuration must be evaluated by the Engineering Division Pressure Safety Engineer or the Pressure Safety SMC prior to use. Always verify that a sealed reactor vessel is – or is not – equipped with pressure relief prior to experimentation. See Work Process B, General Requirements for additional information and requirements regarding pressure relief.
- Ensure that all personnel understand the potential hazards and the equipment operating requirements. In addition to describing the work, identifying hazards and implementing controls, a thorough review of manufacturer documents along with on-the-job training requirements should be incorporated into all work authorizations.
- Maintain pressure equipment in good condition and establish procedures for periodic testing to ensure that the vessel and associated components remain structurally sound.
- Ensure that the chemistry and potential side reactions of the intended work are fully understood. This includes calculating the expected maximum pressure generated during the experiment.
- Understanding and Anticipating Chemical Reaction Dynamics
The integrity and safety of sealed pressure reactor operations are dependent upon the chemistry involved in the process. In addition to the General Safety Requirements outlined above, additional questions must be answered before initiating the use of reactor vessels:- Is the stoichiometry of the reaction, and particularly of gaseous products, understood?
- Will the reaction be exothermic?
- What by-products will be produced during the reaction and what will be their behavior?
- What maximum temperature and pressure limits will be observed?
- Under what circumstances (temperature, pressure and catalyzing agents) might the reaction run out of control?
- How will heat applied to the reactor vessel be monitored and controlled?
By considering these safety questions before starting a pressure operation, the user should be able to anticipate the behavior of the reaction and take steps to anticipate and prevent adverse consequences, including selection of properly rated equipment and components. It is recommended that proposed processes be vetted with individuals having expertise in similar reactions in order to identify potential problems prior to initiating experiments. See Chapter 45, Chemical Hygiene and Safety Plan, Work Process R.1, Specific Controls and Procedures – Chemical Synthesis for further information.
Note: Reactions involving highly reactive compounds such as acetylene, butadiene, dioxane, ethylene oxide, oxygen, and all strong oxidizing agents must be handled cautiously. Vetting with experienced staff (including but not limited to colleagues, the LBNL Fire Marshal, the designated EHS Health and Safety Representative, Pressure Safety Engineer, or the Pressure Safety SMC) will help identify hazards, controls, and the safest possible experimental operating conditions. Close attention must also be given to any reactions that might release sudden surges of heat or pressure and to any by-products or end products suspected to have explosive or detonating properties. It is always advisable to run preliminary experiments using small volumes of reactants when starting work with new or unfamiliar materials, and using barriers to contain the release of energy in the event of an explosion.
Appendix H. Chemical Synthesis n Ordinary Glassware (No Pressure Rating)
Note: This section is not intended to describe correct procedures for intentionally sealed reactors or pressure vessels. Review Appendix G, Sealed Reactor Vessels for Chemical Synthesis and High-Temperature/Pressure Processing for further information. This section describes using ordinary lab glassware and other equipment not having a pressure rating for chemical synthesis and processing.
Chemical synthesis frequently requires the use of enclosed chemical mixtures at elevated or reduced pressure. The elevated or reduced pressure may result from heating/cooling a fluid, reducing pressure to evaporate solvent, adding an inert or reactive gas to a liquid mixture, gases generated by a chemical reaction, cryogenic distillation or vapor trapping, and other causes.
Note: This guidance also applies to solid state reactions which may evolve gas(es).
Since a large proportion of chemical synthesis activities employ non-rated (i.e., no pressure or temperature rating) Schlenk lines (glass manifolds), glass vials, flasks, and/or other “glassware,” this appendix gives specific guidelines for the combination of chemicals, pressure (positive or vacuum), and glass.
Note: The use of an unrated closed system for performing chemical synthesis requires a thorough activity review prior to authorization of work.
- General Safety Precautions
The following general safety precautions are important for any chemical synthesis activity, particularly if ordinary (i.e. not reinforced or pressure/temperature-rated) glassware is used:- All containers (e.g. round-bottom flasks, Schlenk flasks, vials) used at elevated or reduced temperature and/or pressure must be inspected prior to experimentation to ensure that they are free of cracks and scoring.
- When selecting containers, consider the headspace-to-liquid ratio. Having a small headspace (i.e. a large fraction of the container’s capacity occupied by liquid) increases the potential for trouble with “bumping” (unwanted, rapid boil off), splashes, shocks, and tipping manipulations.
- Use equipment as intended. With rare exceptions, glassware is not specifically pressure or temperature rated, so establishing the maximum operating pressure/ temperature relies on a thorough activity review and application of appropriate controls.
- The use of a closed glass pressure/vacuum system for chemical synthesis is inherently hazardous because it is not pressure/temperature rated and a reliable pressure relief set point cannot be specified. Refer to paragraph 3 for further information.
- Hazards to Consider for Chemical Synthesis in Glassware
Explosion or implosion of glassware during chemical synthesis can result in one or both of the following consequences:- Corrosive, hot, flammable/pyrophoric, or toxic reactants propelled by explosion/implosion of glassware.
- Flying glass shards resulting from explosion/implosion.
However, even if glassware does not break, hazards involving overpressurization are still possible. Examples include:
- Tubing, stopcock, septum, etc. propelled by overpressurization of a glass flask.
- Corrosive, hot, flammable/pyrophoric, or toxic liquids propelled through the mouth of a flask due to such overpressurization.
- Planning Chemical Synthesis to Avoid Overpressurization of Glassware
When planning chemical synthesis work, some factors (non-exhaustive) to consider include:- If cryogenic temperatures (e.g. a cold trap to protect a vacuum pump from solvent vapors) will be used, is there potential for condensation of oxygen or a reactive mixture that could lead to explosion?
- Does the reaction produce gas? Can the glassware accommodate the entire volume of generated gas without overpressurization (> 1 atm gauge pressure)?
- Will the reaction be performed in a closed system? Is the closed system capable of responding to (i.e., relieving) a buildup of excess positive or negative pressure?
- What would happen if the reaction accelerated or a heating device, if applicable, malfunctioned and the temperature exceeded planned limits?
After identifying the experimental hazards, take steps to control them. The following list of controls is general and not exhaustive:
- Whenever possible, use a rated pressure vessel equipped with pressure relief instead of glassware, and follow the guidelines in Appendix G, Sealed Reactor Vessels for Chemical Synthesis and High-Temperature/Pressure Processing.
- Where glassware must be used, consider the likely failure routes and their consequences, and configure the system and its surroundings to minimize hazards to personnel (e.g. a septum popping off vs. glassware exploding, directing likely failure points away from operators, etc.).
- Consider using a larger flask to increase headspace and decrease overpressure potential.
- Use heating sources that can be confirmed to function properly and that have separate temperature over-limit safety features. Heating equipment must be located a safe distance from areas where temperature-sensitive and flammable materials or compressed gases are handled.
- Anticipate potential chemical splash hazards and clear the area of flammable, corrodible, and reactive materials.
- Where the use of a new material or process is anticipated to present a serious explosion potential, initial experiments must be conducted in an enclosure designed to protect people and property from potential explosion damage.
- Shielding must be used whenever there is a reasonable probability of an explosion or vigorous chemical reaction and associated hazards during charging, sampling, venting, and discharge of products. Protect users with one or a combination of blast shields, splash shields, fume hood sashes, etc., as appropriate.
- Glass apparatus containing gas or vapors under vacuum or above ambient pressure shall be shielded, wrapped, or otherwise protected from shattering during use. Where engineered controls are integrated into the apparatus, the Responsible User must confirm that they are sufficient for the planned or anticipated operating conditions.
The process for safety evaluation outlined above is not exhaustive. Always consider the potential for overpressurization (or excessive vacuum) whenever any change (e.g. temperature, pressure, scale, reagent, addition speed) is made to the procedure. Controls must be integrated accordingly.
See Chapter 45 Chemical Hygiene for additional information.
Appendix I. Unrated Commercial Pressurized Systems
Commercially available systems containing pressurized components – particularly specialized automated or semi-automated research “bench” systems – often do not carry an ASME stamp documenting the MAWP rating for the system. In such cases, the manufacturer may have incorporated controls that ensure safe operation and/or provided intrinsic shielding to ensure that any release of energy is contained within the device.
The absence of an ASME stamp does not automatically preclude the purchase or operation of a pressure component or system. Irrespective of the expected pressure hazard level (as defined in Work Process C, Low Hazard Pressure Systems and Work Process D, High Hazard Pressure Systems), such equipment must be reviewed as a part of the work authorization process prior to use. Work activity reviews will include one or more of the following elements:
- Consulting with the manufacturer to acquire safety design/engineering supporting information.
- Reviewing the manufacturer-supplied operating manuals and specifications.
- Reviewing actual operation of the equipment under controlled conditions.
- Reviewing local or on-the-job training procedures.
Reviews of activities involving unrated commercial pressurized systems are conducted by the Pressure Safety Engineer (Engineering or Facilities Division, as applicable) and/or the Pressure Safety SMC. The work authorization(s) should specifically state the operating parameters provided by the equipment manufacturer.
It is important to keep in mind that a manufacturer will often provide installation instructions, operating instructions, and precautions that are specific to the design and construction of the equipment. Deviating from the manufacturer’s installation and operating instructions, and failure to understand or follow precautions, may produce unintended consequences including personal injury, catastrophic damage to the immediate and surrounding equipment, and loss of the experiment.
____________________

